На главную страницу
Донецький національний технічний університет
Автор: Швирьов Дмитро Олександрович
Розробка технології виготовлення шліфувальних кругів з орієнтованими зернами і способів обробки виробів
Спеціальність: "Технологія машинобудування"
Автореферат магістерської випускної роботи
Керівник роботи: Іщенко Олександр Львович
Донецьк 2002
e-mail:
svyrev_d@ukrtop.com
Загальна характеристика роботи
Різальні властивості окремих зерен абразивних інструментів, особливо алмазних та ельборових шліфувальних кругів, використовується недостатньо ефективно. Класифікація зерен за формою сприяє підвищенню ефективності їх використовування, однак у звичайному шліфувальному крузі зерна орієнтовані довільно (хаотично).
Значне підвищення різальних властивостей та зносостійкості круга може бути досягнено шляхом правильного орієнтування класифікованих за формою алмазних зерен. Однак на даному етапі розвитку виробництва це питання розглянуто дуже слабко, тобто майже повністю відсутні технологія орієнтування абразивних зерен, технологія покриття абразивних зерен феромагнітним матеріалом.
Основна мета розпочатої роботи - підвищення якості оброблюваної поверхні, підвищення стійкості інструмента та продуктивності обробки за рахунок орієнтування абразивних зерен і структур обробки.
Основним завданням роботи є:
- розробка моделі впливу режимів орієнтування абразивних зерен на ступінь їх орієнтування;
- розробка технології виготовлення шліфувальних кругів з орієнтованими абразивними зернами;
- розробка конструкції пристрою для орієнтування абразивних зерен.
При цьому повинні бути визначені нові залежності ступіня орієнтування абразивних зерен від режимів орієнтування (напруги, магнітної індукції), повинні бути отримані нові шліфувальні круги з орієнтованими абразивними зернами, тобто круги з заданими властивостями - більшою стійкістю інструмента та якістю обробки, та визначена нова технологія їх виготовлення, а також розроблена принципово нова конструкція пристрою для орієнтування абразивних зерен.
Всі розробки даної роботи можуть бути використані безпосередньо у сфері виробництва шліфувальних кругів. Самі ж круги повинні знайти широке використання на підприємствах машинобудівного комплексу.
Зміст роботи
1 Аналіз методів покриття абразивних зерен феромагнітним матеріалом.
Для орієнтування абразивних зерен під час виготовлення інструмента їх необхідно покривати феромагнітним матеріалом. У дослідженнях використовують порошки з металічним, неметалічним і композиційним покриттям. Круги виготовляють з алмазів, кубічного нітрида бору, металізованих нікелем, сплавами Co-Ni та Co-Nі-Fe. На зерна наносили і композиційне покриття на основі нікелю та кобальтнікелевого сплаву з вкрапленням частинок фериту барія. При цьому в процесі електроосадження на поверхні зерен формується кобальтнікелева матриця, яка цементує частинки фериту. В результаті утворюється покриття, яке володіє високими магнітними властивостями. Розмір частинок фериту не перевищував 20 мкм, їх вміст складав 6-10 мас.%.
Круги з орієнтованими зернами виготовляли з порошків, які додатково класифікували з метою відбіру подовжених зерен, що мали відношення довжини до ширини 1,2-2,0. Така класифікація передбачувала виділення з вихідних порошків частинок ізометричної, кутастої та пластинчастої форми.
Металізація здійснювалась електролітичним методом. Використовувались чисті електроліти або у випадку нанесення композиційного покриття електроліти-суспензії. Концентрація дисперсної фази (фериту) в електроліті дорівнювала 50 кг/м
3. Ступінь металізації становив у дослідах 20, 25, 40, 50, 60, 75, 100 та 125 мас.%. Заміри показали, що з підвищенням ступеня металізації товщина покриття зростає за лінійним законом.
Міцність металізованих алмазів оцінювали на спеціальних приладах за значенням руйнівного навантаження під час одноосного стиснення з перекатуванням зерен і без нього. З підвищенням ступіня металізації алмазів до 60-80 мас.% середнє руйнівне навантаження на одиничне зерно зростає, причому інтенсивніше при більшій зернистості. Міцність алмазів, металізованих кобальтнікелевим сплавом, трохи вища міцності зерен, що покриті нікелем.
Якщо ж випробування проводити з перекатуванням зерен, середньостатистичне навантаження зменшується в 1,2-1,3 рази. Це пояснюється тим, що зерно перегортається різними гранями у відношенні до напрямку стискаючого навантаження, руйнуючись по найбільш слабким з них, що і знижує величину руйнівного навантаження.
Аналізуючи серію експериментів, які встановлюють оптимальний ступінь металізації абразивних зерен, необхідно відокремити, що у випадку шліфування твердого сплаву кругами з алмазів з 40-60 відсотковим ступенем металізації витрата алмазів мінімальна, але найменше значення витрати алмазів не відповідає найбільшій міцності. Ця аномалія пояснюється ефектом орієнтування, магнітними властивостями плівок покриття.

а) б) в)
Рисунок 1 - Залежності характеристик від ступеня металізації: а) залежність товщини покриття від ступеня металізації алмазів АСК зернистістю 100/80(1), 125/100(2), 160/125(3), 200/160(4), 250/200(5), 315/250(6); б) залежність середнього руйнівного навантаження від ступеня металізації алмазів АСР 200/160 з покриттям з нікелю (1,2), АСР 125/100 з покриттям з кобальтнікелевого сплаву (3) та нікелю (4,5) під час одноосного стиснення з перекатуванням зерен (2,5) і без нього (1,3,4); в) залежність розходу алмазів АСР 125/100-50% від ступеня їх металізації під час шліфування твердого сплаву кругом на зв'язці Б156 з орієнтованими зернами, на які наносили покриття з нікелю (1), Co-Ni (2), Co-Ni-Fe (3).
Намагніченість насичення тонких феромагнітних плівок є функцією їх товщини. Багато які тонкі плівки, зокрема залізонікелеві і залізонікелькобальтові, володіють магнітною анізотропією, тобто для них характерний переважний напрямок. Без зовнішнього магнітного поля вся плівка становить собою домен, у якому вектор намагніченісті спрямован уздовж її довжини. Дослідження будови частинок розмірами від 1 до 50 мкм у феритових плівках показало, що вони в цілому складаються з одного домена і лише деякі з двох. Під час збільшення товщини плівки понад 100 мкм енергетично більш вигідні шаруваті доменні структури, а потім при значній товщині у перерізі структура має полідоменну будову. У товстих плівках напрямки намагніченісті доменів розташовані хаотично.
Абразивні зерна, що покриті плівкою з намагніченістю, спрямованою уздовж довжини, краще орієнтуються в магнітному полі. В цьому випадку енергія магнітного поля витрачаеться лише на поворот зерна довшою віссю у напрямку магнітних силових ліній. У товстих плівках енергія поля, крім механічного моменту, який розгортає зерно довшою віссю у напрямку магнітних силових ліній поля, витрачається ще на перемагнічування доменів, на зміщення їх границь. У цих плівках домени з напрямком намагніченісті, близьким до напрямку ліній зовнішнього магнітного поля, будуть рости за рахунок зміщення границь та поглинання несприятливо орієнтованих доменів. Таким чином для отримання монодоменної структури бажана мінімальна товщина покриття. Однак надмірне зменшення товщини плівки також знижує точність орієнтування. Нанесення занадто тонкого покриття також може привести до різкого зменшення моменту сил, які розгортають зерно. Його значення може бути недостатнім для подолання сил опору зв'язки. Саме тому оптимальним є ступінь металізації, який дорівнює 40-60%, при якому товщина плівки покриття для частинок розглянутих зернистостей становить 3-5 мкм.
Аналіз ряду експериментів, у яких використовувались круги, що були виготовлені з зерен з композиційним покриттям, показує, що у випадку нанесення на зерна такого покриття та їх подальшого орієнтування зносостійкість інструмента може бути підвищена у два рази. Впровадження частинок фериту сприяє деякому зниженню ефективної міцності шліфування, що викликано зменшенням коефіцієнта тертя.
Результати досліджень показують, що на працездатність кругів з орієнтованим розташуванням зерен металізація чинить значний вплив. Однак до цього часу єдиного універсального покриття не існує. Під час шліфування чавуну кругами з орієнтованими зернами на металічних зв'язках (МП1, М1 та ін.) доцільно використовувати кобальтнікелеве покриття. Під час обробки твердих сплавів кругами на органічних зв'язках (Б156 та ін.) для нанесення покриття можна вибрати нікель, сплави Co-Nі-Fe або Co-Nі з вкрапленням частинок фериту. Оптимальний ступінь металізації у випадку використовування вказаних покриттів складає 39-60 мас.%. Нанесення перерахованих покриттів з одночасним орієнтованим розташуванням у робочому шарі дозволяє знизити концентрацію абразивних зерен у крузі на 25-50%. Для розглянутих умов шліфування твердого сплаву найкращі результати отримані з використовуванням композиційного покриття на основі сплаву Co-Nі, що містить 10% частинок фериту барія.
2 Аналіз методів орієнтування абразивних зерен.
Розглянемо результати досліджень впливу орієнтування класифікованих алмазних зерен на процес шліфування твердого сплаву. Аналіз показує, що круги з різним розташуванням зерен мають різну зносостійкість. При невеликій різниці в продуктивності обробки у кругів з орієнтованим розташуванням зерен спостерігали значне зменшення питомого розходу алмазоносного шару. Так, питомий розхід алмазних зерен для круга з орієнтованими зернами під час обробки сплаву ВК8 у 2, сплаву ВК15 у 2,5, а сплаву ВК20 у 2,4 рази менший, ніж для круга з довільним розташуванням зерен.
Дослідження показали, що зношування кругів з неорієнтованих зерен з нікелевим покриттям зафіксоване при Vкр<20 м/с. Орієнтація алмазних зерен з покриттям зі сплавів Со-Nі або Со-Nі-Fe забеспечує найменше зношування у випадку шліфування твердого сплаву при швидкості 25-35 м/с. Величина розходу алмазів для кругів з орієнтованими зернами, які металізовані сплавом Со-Nі, наприклад, при Vкр=28 м/с, у 2,7 рази менша, ніж для аналогічних кругів без орієнтування зерен, та в 4,5 рази менша, ніж для кругів з неметалізованих алмазів.
Підвищений розхід алмазоносного шару круга з неорієнтованими зернами пояснюється великим руйнуванням зерен у процесі шліфування, а також їх несприятливим закріпленням у зв'язці; орієнтовані зерна краще опираються руйнуванню та вириванню їх зі зв'язки завдяки правильному закріпленню.
Під час шліфування орієнтовані зерна вступають у роботу під певними кутами, іншими, ніж при довільному їх розташуванні, коли частина зерен, що знаходяться у контакті зі шліфуємою поверхнею, утворює з нею кути, несприятливі для різання. В останньому випадку виникають підвищені сили різання, під впливом яких зерна можуть бути скоріше зруйновані або вирвані зі зв'язки.
У випадку обробки твердого сплаву кругами з неорієнтованими зернами при Vкр<20 м/с шорсткість декілька менша, ніж під час використовування інструмента з орієнтованими алмазами, однак при Vкр>20 м/с вона різко підвищується, що викликано зниженням різальних властивостей кругів. Для інструмента з орієнтованим розташуванням зерен мінімальні значення Rа зареєстровані у діапазоні Vкр=25-30 м/с. Шорсткість поверхні, яка оброблена таким кругом, при Vкр>30 м/с у 1,5-2 рази менша, ніж у випадку шліфування кругами з неорієнтованими алмазами.
Таким чином відомо, що під час виготовлення інструмента орієнтація алмазних зерен, які мають довгасту форму (l/b>1,25), підвищує його зносостійкість та поліпшує різальні властивості. Однак у теперішній час розробка технології виробництва такого інструмента стримується відсутністю теорії орієнтування зерен.
Форма довгастих зерен найбільш точно апроксимується еліпсоїдом. Орієнтування може здійснюватись у електричних, магнітних та електромагнітних полях.
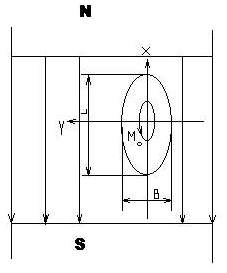 Схема орієнтування зерен в електромагнітному полі показана на мал.1.1. На поверхні алмазів, призначених для орієнтування, наноситься покриття, яке володіє магнітними властивостями. Зерно, що має покриття,- об'єкт з неоднорідною внутрішньою масою. Орієнтування зерна зумовлюють його маса, форма, співвідношення лінійних розмірів, товщина і магнітні властивості покриття, напруженість поля.
Ефективність орієнтування підвищується у випадку накладування коливань. Під час проходження хвилі крізь абразивну масу утримання зерна оточуючою його зв'язкою різко послабшується. Під впливом коливань здійснюється механічне розріджування сипкого середовища.
Схема орієнтування зерен в електромагнітному полі показана на мал.1.1. На поверхні алмазів, призначених для орієнтування, наноситься покриття, яке володіє магнітними властивостями. Зерно, що має покриття,- об'єкт з неоднорідною внутрішньою масою. Орієнтування зерна зумовлюють його маса, форма, співвідношення лінійних розмірів, товщина і магнітні властивості покриття, напруженість поля.
Ефективність орієнтування підвищується у випадку накладування коливань. Під час проходження хвилі крізь абразивну масу утримання зерна оточуючою його зв'язкою різко послабшується. Під впливом коливань здійснюється механічне розріджування сипкого середовища.
Рисунок 2- Схема орієнтування Ефект розріджування майже миттєво зникає, якщо
зерна в електромагнітному полі.
вібрації немає.
Алмази під час розріджування сипкої маси вільно розгортаються під впливом електромагнітного поля протягом часу Т на кут а . Обертальний момент, який діє на зерно
М0=Iа/Т
де I- момент інерції еліпсоїда під час обертання навколо осі, перпендикулярної площині ХOY (див. рис.2)
Під час орієнтування магнітний момент визначається добутком векторів намагніченості та магнітної індукції
Мa=[МхВ]
Обертальний та магнітний моменти зв'язані співвідношенням
М0=МaT
Приймають Т=(0,05-0,2)t, де t-період коливань.
Розгортання зерен довгими осями у напрямку магнітних ліній поля- стохастичний процес, характеристики якого залежать від параметрів вібраційного поля (частоти і амплітуди коливань). Стійкого орієнтування у заданому напрямку зерна досягають за деякий проміжок часу, який називається перехідним періодом. Причиною зміни орієнтування алмазів під час коливання суміші є неоднаковість момента кількості руху, який повідомляється частинками зв'язки, прилягаючими до різних сторін алмазного зерна.
Дослідження показують, що на магнітну індукцію орієнтуючого поля впливають маса та лінійні розміри зерен, його магнітні властивості (магнітна проникність) і товщина, амплітудно-частотні характеристики накладаємих коливань та їх тривалість, характеристики зв'язки (розмір частинки зв'язки і коефіцієнт, що враховує форму та масу зерен, силу їх зчеплення з частинками суміші). При цьому при збільшенні маси зерна і частоти коливань необхідно підвищити магнітну індукцію поля, а зі збільшенням товщини покриття і тривалості коливань зменшити. Середньостатистичну масу зерна вимірювали у Всесоюзному науково-дослідницькому інституті метрології. Використовувався метод подвійного зваження, що дозволяло визначити масу навіски з точністю до 0,001 мг. Потім за допомогою мікроскопа МБС-2 підраховували кількість зерен у навісці і встановлювали середньостатистичну масу. Також встановлено, що з підвищенням зернистості орієнтуюче поле повинно мати більшу напруженість.
За допомогою розглянутої вище методіки було розроблено ряд способів орієнтування зерен і відповідне техничне обладнання, а також технологія виготовлення шліфувальних кругів з зерен довгастої форми. Деякі способи передбачають поляризацію та орієнтування зерен імпульсним струмом, у іншіх орвєнтування зерен здійснюється під час накладання сталого магнітного поля та додаткового загасаючого змінного магнітного поля, спрямованого перпендикулярно напрямку сталого магнітного поля, при цьому напруженість змінного загасаючого магнітного поля на початку процесу встановлюється у 1,5-2 рази більшою за напруженість сталого магнітного поля.
Таким чином проведений загальний аналіз показує, що зносостійкість кругів з орієнтованим розташуванням зерен є значно вищою, ніж у звичайних. Так, відносний розхід алмазів під час шліфування кругами з орієнтованими зернами твердого сплаву у 4,3 рази менший, чавуну у 2,6, фериту у 2,5-3 рази. Одночасно зі зниженням розходу алмазів спостерігали деяке збільшення продуктивності обробки. Круги з орієнтованими зернами характеризуються кращими різальними властивостями і правляться рідше, ніж звичайні. Під час їх використовування ефективна міцність шліфування знижується до 25%. Шорсткість поверхні під час обробки з орієнтованими і неорієнтованими зернами приблизно однакова. Отже експериментальна перевірка показала високу ефективність кругів з орієнтованими зернами. Розглянута методіка може служити основою для розрахунків параметрів орієнтуючих полей, густини розподілу зерен і використовуватись під час розробки технології виготовлення кругів з внутрішньою будовою, що може керуватись.
3 Аналіз пристроїв для покриття і орієнтування абразивних зерен.
Розглянемо найбільш загальну схему пристрою для орієнтування зерен алмазних кругів форми АПП. Для орієнтування алмазних зерен необхідно розташувати форму для спікання , заповнену алмазоносним шаром і порошком зв'язки, у пристрій для орієнтування зерен алмазних кругів. На підставі результатів досліджень спікання зв'язки круга були визначені основні вимоги до матеріалу форми: він повинен бути діамагнітним, володіти високою температуростійкістю і не спікатися з матеріалом зв'язки. Дослідження показали можливість використання сталі Х18Н10Т.
Пристрій для формування і спікання кругів складається з корпусу, в який установлена форма для спікання, центруючого пальця з розділовим кільцем і кришкою. Кільцева порожнина між формою і зовнішнім діаметром розділового кільця заповнюється сумішю алмазного порошку зі зв'язкою, яка утворює алмазоносний шар круга, і зачиняється кришкою. Порожнина між формою і внутрішнім діаметром розділового кільця заповнюється порошком зв'язки, яка утворює корпус круга, після чого розділове кільце виймається, що забеспечує контакт алмазоносного шару зі зв'язкою корпуса круга. При цьому внаслідок конусності внутрішньої порожнини розділового кільця висипання зв'язки відсутнє, тобто корпус круга зберігає свою форму. Отже перед початком орієнтування знімають кришки форми і розташовують її у пристрої для орієнтування абразивних зерен.
У корпусі пристрою запресований центруючий стержень, на якому змонтована магнітна котушка. Форма для спікання центрується по стержню і спирається на магнітну котушку. Під час підключення її до джерела живлення утворюється стале магнітне поле, яке замикається крізь радіальний зазор між центральним стержнем та корпусом, які є магнітопроводами. Величина напруженості магнітного поля вибирається в залежності від зернистості, концентрації і товщини металізації алмазних зерен у зв'язці.
Під час орієнтування алмазних зерен форму з засипаною до неї сумішю розташовують у зоні дії сталого магнітного поля, силові лінії якого проходять до робочої поверхні інструмента і співпадають з потрібним напрямком розташування великих осей зерен відносно цієї поверхні.
Для кращого подолання опору зв'язки повороту абразивних зерен у напрямку силових ліній можна стримувати зв'язку або додавати до неї додаткові вібраційні навантаження. Однак багато експериментів показали, що це призводить до порушення рівномірного розподілу зерен на всьому об'ємі зв'язки (за рахунок сил прискорення і гравітації відбувається розподіл зерен і зв'язки на шари відповідно до густини). Запропонований спосіб орієнтування алмазних зерен виключає це небажане явище.
Для зменшення протидії зв'язки повороту зерен запропонований спосіб, який передбачає вмикання змінного загасаючого магнітного поля з початковою напруженістю, яка в 1,5-2 рази перевищує напруженість сталого поля. Так, при розмірі фракції зв'язки 63-100 мкм і зернистості алмазних зерен 125/100 напруженість сталого поля складає 65 А/м, а змінного - 107 А/м при частоті 50 Гц.
Під впливом сталого і змінного загасаючого магнітних полей абразивні зерна коливаються відносно своїх центрів ваги, що забеспечує зменшення опору зв'язки розгортанню зерен. Змінне поле наводиться з загасаючою амплітудою, і на алмазні зерна в кінці процесу починає діяти тільки стале магнітне поле, під впливом якого вони й орієнтуються у бажаному напрямку.
Перелік літератури
1. Зайцев А. Г. Влияние расположения алмазных зёрен на процесс шлифования твёрдого сплава.-Весн. машинобудування, 1977, № 8, с. 71-72.
2. Зайцев А. Г. Влияние ориентированного расположения алмазных зёрен на процес шлифования.-У кн.: VI міжнар. конф. "Intergrind-79" : Сб. матеріалів. Будапешт, 1979, т. 2, с. 737-742.
3. Ландау Л. Д., Лифшиц Е. М. Электродинамика сплошных сред.-М.: Фізматгіз, 1959.-532 с.
4. Блехман И. И., Джанелидзе Г. Ю. Вибрационное перемещение.-М.: Наука, 1964.-412 с.
5. Зайцев А. Г. Объёмные измерения зёрен алмазных шлифовальных порошков марок АСВ и АСК.-Зв. вузів, Машинобудування, 1980, № 4, с. 146-148.
5. А. с. 582957. способ изготовления абразивного инструмента / А. Г. Зайцев.-Опубл. в Б. И., 1977, № 45.
На главную страницу