Матюха П. Г., Холод В. М. Швидкопереналагоджуваний збірний токарний різець. Инженер. Студенческий научно-технический журнал.-Донецк: ДонНТУ, 2004. №5.
(каф. МВерстати, ДонНТУ, м. Донецьк, Україна)
В умовах ринкової економіки, при наявності жорсткої конкуренції та постійній зміні попиту, велике значення набувають методи зниження собівартості продукції. Стосовно машинобудування до таких методів відносять, насамперед, зниження штучно-калькуляційного часу виготовлення продукції. Вирішення цього завдання взагалі має два варіанти: зниження основного часу обробки та зниження допоміжного часу, витраченого на заміну ріжучої частини інструменту.
Розглянемо основні відомі методи зниження допоміжного часу, які пов'язані з конструкцією інструменту . До таких належать:
Мета дослідження - удосконалення конструкції різця, оснащеного багатогранними різальними пластинами, яка забезпечує зниження допоміжного часу за рахунок автоматичної заміни різальної пластини разом з підкладкою.
Задача скорочення допоміжного часу вирішується за рахунок нової конструкції різця, що забезпечує заміну різальної частини з іншими геометричними параметрами шляхом скорочення кількості елементів вузла кріплення та зв'язків між ними. Крім цього конструкція передбачає можливість використання промислового маніпулятора для заміни різальної частини.
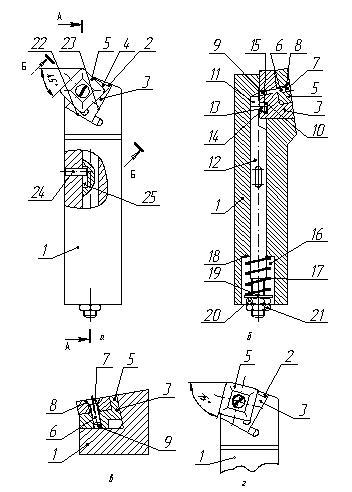
Запропонований токарний різець (рис 1, а, б, в, г) має державку 1 з закритим гніздом 2, в якому розміщена вставна опорна пластинка 3. В гнізді 4 вставної опорної пластинки закріплена різальна пластина 5 за допомогою гвинта 6, який має головку 7 шарової форми, що взаємодіє з конічною поверхнею 8 в отворі різальної пластини при вкручувані гвинта в різьбовий отвір 9. На опорній поверхні вставної опорної пластинки виконаний паз 10. В державці виконано ступінчастий отвір 11, що сполучається з закритим гніздом державки. В цьому отворі розташована тяга 12 з гачком 13, похила поверхня 14 якого взаємодіє з похилою поверхнею 15 пазу. В ступені 16 з більшим діаметром отвору 11 розміщена пружина 17, одна сторона якої має можливість взаємодії з уступом 18 ступені 16, а друга з упором 19 на тязі, наприклад, з шайбою. Гайки 20 та 21 призначені для регулювання сили підтиску вставної опорної пластини до базуючих поверхонь 22 та 23 в гнізді державки. Штифт 24, який запресований в державку, входить у паз 25 на тязі, який необхідний для орієнтування тяги в отворі, а також обмеженню величини переміщення тяги в отворі.
Задача скорочення допоміжного часу на заміну різальної частини вирішується за рахунок того, що на опорній поверхні вставної опорної пластинки виконано паз, а в державці ступінчастий отвір, що сполучається з закритим гніздом державки, в якому розташована тяга з гачком, при цьому, похила поверхня гачка встановлена з можливістю взаємодії з відповідною поверхнею пазу в вставній опорній пластинці, а в ступені з більшим діаметром розташована пружина, яка встановлена з можливістю взаємодії однією стороною з уступом отвору в державці, а другою стороною з упором на тязі, наприклад, шайбою. Це дозволяє спростити вузол закріплення вставної опорної пластинки.
Для встановлення різальної частини різця з іншими геометричними параметрами необхідно стиснути пружину 17 зняти непотрібну вставну опорну пластинку 3 з різальною пластини 5 з гачка 13, встановити різальну частину з необхідними геометричними параметрами і відпустити пружину.
Таким чином, запропонована конструкція токарного різця забезпечує скорочення допоміжного часу і дозволяє автоматизувати процес зміни різальної частини, в тому числі і за допомогою робота.
Запропонований токарний різець може застосуватися при обробці матеріалів різанням, забезпечуючи закріплення різальних пластин з іншими геометричними параметрами на одній державці з невеликим допоміжним часом, що дозволяє збільшити продуктивність токарної обробки.
За результатами дослідження була подана заявка на отримання патенту України на винахід.
Список літератури :
1. Резец с устройством автоматической смены режущих пластин. Нэгиси Хидэо, Исии Масаэ; Мицубиси киндзоку к. Пат. 58-7403, Япония. Заявл. 08.08.77, № 52-94F43, опубл. 09.02.83. МКИ В23В27/16, В23Q3/155.
2. Устройство для крепления и поворота неперезатачиваемых режущих пластинок. МКИ4 В 23 В 27/16. Экон. пат. № 259 583. ГДР (DD) Публикация 88 08 31 №35.
3. Патент України на винахід № 51167А МКІ В23 В27/16. Різальний інструмент/ Матюха П. Г., Гриньов Ю. О., Скринніков В. С., Бережний С. А.