RUS | UKR |
DonNTU>
Master's portal
AbstractThe theme of master's work:Automation of locking steel casting in continuous casting machineIntroductionContinuous casting is one of the main elements of modern steel-making plant. Therefore efficiency of the continuous casting as technological process much assisted to development of black metallurgy. The idea to replace the technology of pouring metal in bars on its continuous casting is known a long ago enough – yet from middle of a 19 age. In USSR the first experimental continuous casting machine(CCM) of the vertical type PN-1-2 was built in 1945 and targeted to outpouring of billets with round and square sections. The first horizontal machine was built in 1949. Now the most common are curved line CCM. CCM works in the following way. The casting ladle with a metal is given by a crane on the casting ground of CCM. From a casting ladle liquid metal enters an intermediate ladle. An intermediate ladle distributes steel at moulds. Before pouring dummy bar enters in each mould, and after that coupled with bar stretches out from the mould. A metal which goes out from the mould has already hardening shell. It cools down, and then cuts on the measured lengths and packs for the further transportation. Objectives and problems of workThe theme of my master’s work is automation of locking steel casting in continuous casting machine. To get metal of enough high quality it is necessary to stabilize the level of metal in the mould. In my work considers the method, when a haul-correctly machine(HCM) works with a constant speed, and the quantity of metal entering to the mould is regulated by a stopper, which controls the stream of metal from an intermediate ladle. Final resultsThe mathematical model of CCM, describing its work, was developed, beginning from pouring of metal from a casting ladle and concluding by cutting of billet on the measured lengths. It consists of following subsystems: casting ladle, control system of a gate, system of replacement of casting ladle, intermediate ladle, the mould and HCM, the system of measured cutting. On the basis of mathematical model of the object the structure of the control system by a stopper mechanism and mathematical model of the whole complex were developed. A functional scheme is represented on the figure 1. 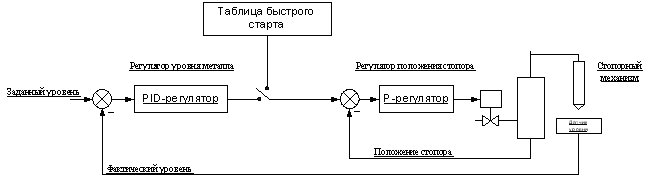 Figure 1 – Functional scheme of control system for a stopper mechanism The results of mathematical modeling are given on the figures 2 – 4. On figures giving a work-out of the fast start and further set and maintenance of level by the automatic control system are given. On the figure 2 the graphs are given for a case when the temporal delay at determination level of metal in mould is lacking. The graphs characterize the ideal case of working of stopper mechanism.  Figure 2 – Transients during a work out the fast start and further maintenance of the level (delay is lacking) In reality the temporal delay in the system is present and has a negative effect on quality of control. The last is confirmed by the graphs given on a fig. 3, where swaying caused by the delay at determination of level and information transfer in the control system is observed. For the decrease influencing of delay at quality of transients addition of differential part to the regulator of maintenance of level is expedient, that is characterized by the graphs resulted on the fig. 4.  Figure 3 – Transients during a work out the fast start and further maintenance of the level (delay is 0,2 s)
The results of mathematical modeling evidence the operability of the developed structure of the control system and expedience of its practical realization. Besides, a mathematical model allowed to give a work-out to the methodology of setup as well separate regulators as system on the whole. It is significant that the accepted assumptions during development of a model and inaccuracies at determination of parameters of controlled object allowed to get quality mathematical description of the control system and only preliminary quantitative values of its setup coefficients must be specified during setup process.  Figure 4 – Transients during a work out the fast start and further maintenance of the level (delay is 0,2 s and differential part to maintenance the level was addition) Developed and tested by means of mathematical modeling mathematical description of the automatic control system by a stopper mechanism and the fast start subsystem is realized on the controller of the first groove CCM-2 and presently is debugging and experimentally-industrial testing. Besides, the existent program was optimized, that allowed to cut down a programm cycle on 7-9 ms. Cutting down the time of cycle will allow to improve a bit quality of control by components and mechanisms of machine.
DonNTU> Master's portal |