|
ДонНТУ>
Портал магистров ДонНТУ
Источник://Журнал "Сталь",№1. 2005 г., с. 17-20 УДК 621.746:538.5 Применение электромагнитного перемешивания в технологии непрерывной разливки стали И. Н. Шифрин, В. Г. Грачев. В. И. Плантус, С. Н. Мазанов. В. С. Зенин АХК "ВНИИметмаиГ, СЗАО ''Молдавский металлургический завод" Процесс кристаллизации непрерывного слитка в технологической линии МНЛЗ можно разбить на три характерные затвердевание в кристаллизаторе, затвердевание в зоне вторичного охлаждения и формирование макроструктуры в зоне окончательного затвердевания, т.е. в той части слитка, где остаточная жидкая фаза занимает 10-30 % площади его поперечного сечения. Для получения максимального эффекта делаются попытки применить электромагнитное перемешивание (ЭМП) в трех (иногда в четырех) уровнях: в кристаллизаторе, зоне вторичного охлаждения, зоне окончания затвердевания. Эффект от электромагнитного перемешивания в кристаллизаторе связывают, с одной стороны, с изменением гидродинамики в жидкой фазе при наложении принудительного, упорядоченного и управляемого движения под воздействием электромагнитных сил. С другой стороны, перемешивание в кристаллизаторе создает теплофизические условия, необходимые для получения такой же макроструктуры, которая образуется при кристаллизации непрерывных слитков, отлитых с небольшим перегревом относительно температуры ликвидуса. Поэтому электромагнитное перемешивание в кристаллизаторе наиболее целесообразно и эффективно. Для улучшения качества центральной зоны непрерывнолитых заготовок, особенно из высокоуглеродистых сталей, наиболее благоприятно перемешивание металла в конечной стадии затвердевания. Возможны два типа движения жидкой фазы в слитке (рис. 1): в перпендикулярной и параллельной направлению его вытягивания плоскостях с помошью соответственно вращаюшегося и бегущего магнитного поля. В слябовых МНЛЗ возможно применение перемешивателей только с бегущим магнитным полем и в зоне вторичного охлаждения, и в кристаллизаторе, тогда как в сортовых машинах — только с вращаюшимся полем.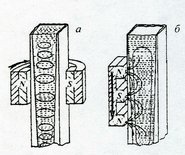 Рисунок 1 – Схема перемешивания жидкого металла непрерывного слитка вращающимся (а) и бегущим (б) электромагнитным полем Для решения задачи затвердевания слитка было выполнено математическое моделирование вращающегося и бегущего магнитного поля, создаваемого перемешивателем, и турбулентного течения расплава под действием электромагнитных сил. Адекватность разработанной модели гидродинамики в жидкой фазе кристаллизующегося слитка подтверждена на жидкометаллических моделях слитка размером 125x125 и 300x360 мм. В качестве моделирующей жидкости использовали низкотемпературный сплав Роузе. Скорость движения расплава измеряли с помощью специально разработанных механических датчиков и трубками Пито. Решение задачи затвердевания слитка позволило проанализировать влияние параметров перемешивателей, их расположения в технологической линии МНЛЗ на гидродинамику в жидкой фазе (рис. 2 - 4). На основе полученных данных сформулировали концепцию конструирования оборудования для электромагнитного воздействия на затвердевающий непрерывный слиток, в частности в кристаллизаторе. Зарубежные электромагнитные перемешиватели для кристаллизаторов обычно выполняют в виде статора асинхронного двигателя, близкого по конструкции к обычной электрической машине, а кристаллизатор устанавливают внутрь корпуса ЭМП. Это требует коренного изменения конструкции кристаллизатора, использования дополнительных узлов из немагнитной стали, специального контура чистой воды для охлаждения обмоток катушек статора. При этом намного увеличивается масса кристаллизатора и, следовательно, возрастают нагрузка на механизм качания и потребляемая мощность (из-за увеличения расстояния между полюсами статора). 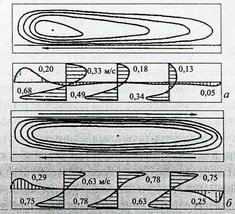 Рисунок 2 – Траектория течения и поле скоростей в слябовом кристаллизаторе при одно- (а) и двустороннем (б) перемешивании индуктором с бегущим полем 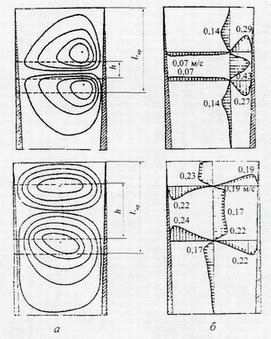 Рисунок 3 – Траектория течения (а) и поле скоростей (б) в слябовом кристаллизаторе при двустороннем перемешивании однонаправленным бегущим полем 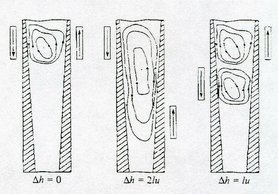 Рисунок 4 – Влияние относительного смещения индукторов на траекторию течения расплава и длину зоны перемешивания В АХК "ВНИИметмаш" разработали конструкцию кристаллизатора для сортовых и блюмовых МНЛЗ со встроенным в его корпус статором ЭМП, что позволило использовать один контур охлаждающей воды и для статора, и для кристаллизатора и благодаря максимальному прибли-жению полюса статора к жидкой фазе в 2 - 5 раз уменьшить потребляемую мощность при одинаковой эффективности перемешивания. В 2001 г. на шестиручьевой сортовой МНЛЗ Молдавского металлургического завода внедрена разработанная во ВНИИметмаше система ЭМП металла в кристаллизаторе, эксплуатируемая и в настоящее время. Система состоит из кристаллизатора с устройством ЭМП (рис. 5) и системы управления и питания. Устройство ЭМП представляет собой водопогружную электрическую машину водяного ох-лаждения, выполненную в виде четырехполюсного статора с двухфазными обмотками. В качестве ярма статора использован корпус кристаллизатора 1, изготовленный из ферромагнитной стали, а ротором служит жидкий металл затвердевающего слитка. Верхняя кромка полюсов статора расположена на расстоянии 325 мм от верхнего среза гильзы 2 кристаллизатора длиной 800 мм. На четырех противоположных гранях статора установлены четыре съемных электромагнитных водопогружных модуля-полюса 4, состоящих из сердечника, обмотки и кожуха, которые образуют двухфазную обмотку статора ЭМП. При питании обмоток в полости кристаллизатора возбуждается вращающее магнитное поле, которое пересекает жидкую фазу слитка, затвердевшую корку заготовки, гильзу и обечайку 3. 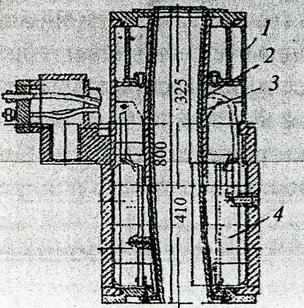 Рисунок 5 – Схема кристаллизатора, оборудованного системой ЭМП,для получения непрерывнолитых заготовок сечением 125 на 125 мм на ММЗ Полученные в ходе эксплуатации результаты показали, что при электромагнитном перемешивании металла в кристаллизаторе формируется значительно более тонкая зона столбчатых кристаллов и возрастает толщина зоны равноосных кристаллов (ЗРК). Положительное влияние на качество заготовки от применения ЭМП в кристаллизаторах отмечается даже при разливке стали с большим перегревом относительно температуры ликвидуса (рис. 6 и 7). Качество макроструктуры заготовок высокоуглеродистых сталей для производства пружин, канатной и кордовой проволоки заметно возросло: уменьшилась пораженность внутренними трещинами (по сечению и в осевой зоне), снизился средний балл по краевым точечным загрязнениям и уменьшился коэффициент ликвации углерода. По результатам исследований макро- и микроструктуры катанки из этих сталей отмечены улучшение ее технологической пластичности при волочении и свивке прядей и канатов, уменьшение длины и ширины мартенситных участков при большем их разбросе по сечению образцов проката, сокращение протяженности ликвационных полосок. 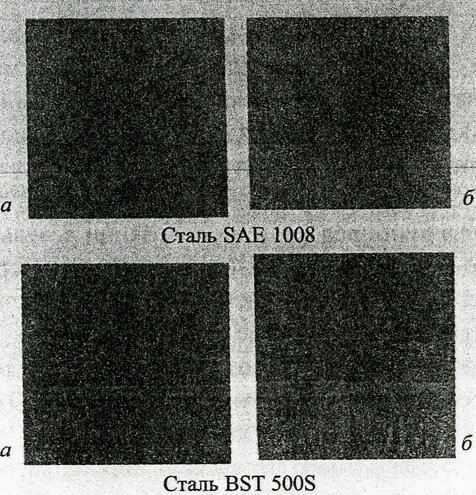 Рисунок 6 – Примеры кристаллического строения непрерывнолитой заготовки с электромагнитным перемешиванием (а) и без него (б) 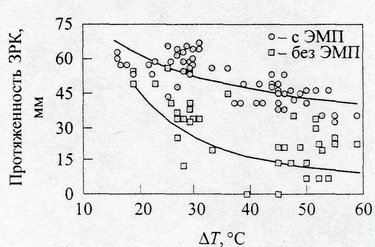 Рисунок 7 – Зависимость протяженности зоны равноосных кристаллов в заготовке высокоуглеродистой стали от перегрева металла над температурой ликвидуса В дальнейшем усовершенствовали конструкцию статора ЭМП, применив шихтованный магнитопровод. Проведение модернизации статора было связано с увеличением максимальной скорости в потоке жидкого металла на 15 -20 % (до 0,9 - 0,95 м/с). При шихтованном магнитопроводе потери тока статора сокращаются на 20 - 25 %, в той же мере должна быть снижена потребляемая электроэнергия. Учитывая особенности кристаллизации блюмовых заготовок, их сложный марочный сортамент и высокие требования, предъявленные к качеству макроструктуры. во ВНИИметмаше для блюмовых МНЛЗ разработали систему электромагнитного перемешивания на двух уровнях: в кристаллизаторе и зоне окончания затвердевания. В первом случае в основу был также положен принцип максимально возможного приближения полюсов статора к жид-кой фазе слитка и сохранения традиционной конструкции кристаллизатора. Для зоны окончания затвердевания электромагнитный перемешиватель, также с вращающимся магнитным полем, состоит из сварного корпуса прямоугольной формы, в котором установлены шесть явно выраженных полюсов, конструкция которых аналогична конструкции полюсов статора ЭМП для кристаллизатора. На внутренней поверхности стенок корпуса закреплены секции шихтованного магнитопровода, образующие замкнутое ярмо электрической машины. Корпус перемешивателя водоохлаждаемый и выполнен из коррозионно-стойкой стали. Полюсы статора охлаждаются той же водой, что и корпус перемешивателя. Место установки перемешивателя в зоне окончания затвердевания определяли на основании результатов расчетов кристаллизации слитка, полагая, что перемешиватель должен быть размещен там, где объем остаточной жидко-твердой фазы уже не превышает 30 %. Оборудование двухуровневой системы ЭМП было смонтировано на четырехручьевой МНЛЗ ОАО "Оскольский электрометаллургический комбинат". Изучено влияние электромагнитного перемешивания на качество блюмовых заготовок размером 300x360 мм и проката диам. 90 — 120 мм из подшипниковой стали ШХ15. Исследование показало, что при электромагнитном перемешивании на двух уровнях в заготовках практически отсутствует зона столбчатых кристаллов, а зона равноосных кристаллов занимает подавляющую площадь темплета. Такое соотношение структурных зон благоприятно сказывается и на характере центральной пористости и осевой химической неоднородности: они рассредоточены на большой площади. Эта закономерность сохраняется и в прокате. Заключение Промышленная система электромагнитного перемешивания металла в кристаллизаторе конструкции ВНИИметмаша, внедренная в 2001 г., успешно эксплуатируется на шестиручьевой МНЛЗ Молдавского металлургического завода. Разработанная технология разливки стали позволяет повысить качественные показатели непрерывнолитых заготовок и готового проката из высокоуглеродистых сталей для производства пружин, канатной и кордовой проволоки. ДонНТУ> Портал магистров ДонНТУ> |