 (1)
(1)
РОЗРОБКА МЕТОДИКИ ПРОГНОЗУВАННЯ ЯКОСТІ ПОВЕРХНІ РОМБОПОДІБНОЇ НЕПРЕРИВНОЛІТОЙ СОРТОВОЇ ЗАГОТІВКИ НА ОСНОВІ ТЕОРІЇ РУЙНУВАННЯ
Струкова І.Д. Скляр В.А.
В даний час не викликає сумнівів актуальність досліджень направлених на вивчення процесу формозміни безперервнолитої сортової заготівки, яка має ромбоподібність. Даний дефект виникає в процесі безперервного лиття і є спотворенням геометричної форми, при якому профіль поперечного перетину набуває форму ромба. Пластична деформація такої заготівки пов'язана з цілим рядком проблем:
- звалювання гуркоту в калібрі;
- часткове заварювання внутрішніх тріщин (при недостатній величині обжимання);
- розкотила зовнішніх тріщин;
- поява на поверхні прокату волосовін і закатів;
- додаткове порушення сплошності в перших проходах і т.п.
Тому, особливий інтерес є розробка режимів обжимання, що дозволяють перекочувати подібну заготівку без виникнення дефектів.
В той же час, всі відомі методи розрахунку калібрування валів не враховують процесів накопичення пошкоджень, що не дозволяє наперед прогнозувати отримання якісного продукту і підвищити конкурентоспроможність продукції, що випускається.
Як показник, що характеризує якість поверхні гуркоту, можна використовувати критерій запропонований Колмогоровим В.Л.
Умова деформації металу без руйнування є:
(1)
де Н – інтенсивність деформації зсуву;
Λр - ступінь деформації зсуву;
B(t) і E(t-t)–функції, що враховують ступінь немонотонності деформації і заліку дефектів при гарячіше пластичній деформації.
Аналіз існуючих способів сортової безперервнолитої заготівки, у тому числі і з початковою ромбовидністтю, дозволяють виділити три принципові схеми:
Схема А - прокатка з використанням системи витяжних калібрів ящиків;
Схема б - плющення з використанням витяжної системи гладка бочка – калібр ящика, де роль кліті з гладкими валяннями виконує окалиноломатель або окремі кліті чорнової групи;
Схема В - бескаліброва прокатка.
Застосування калібрів ящиків дозволяє добитися достатньої стійкості смуги у валяннях, особливо в тому разі якщо плющення ведеться із затисканням. У свою чергу, застосування бескалібрової прокатки дозволяє добитися істотного зниження витрат на переточування валів. Проте її основним недоліком залишається низька стійкість смуги у валках, яка ставати серйозною проблемою при прокатки заготівок ромбічного перетину.
В світлі вищевикладеного, не викликає сумнівів актуальність проведення дослідження по вивченню особливостей процесу деформації безперервнолитої сортової заготівки з початковою ромбовидністтю і без неї в калібрах ящиків з погляду оцінки стійкості останньої при прокатки, отримання стабільної і правильної форми гуркоту, а також прогнозування якості одержуваної продукції.
З метою визначення впливу параметрів процесу прокатки на особливості характеру формозміни і формованого напружено-деформованого стану використаний некомпозиційний план другого порядку для трьох чинників. Як чинники приймали наступні величини: Дh/Bo – відношення обжимання до початкової ширини заготівки; а=Во/Вк – коефіцієнт затискання; Кр – коефіцієнт “ромбоподібності” (Кр= D2 – D1, де D1, D2 – відповідно менша і велика діагоналі злитка). Умови проведення експерименту приведені в таблиці 1.
Таблиця 1. Рівень і інтервали варіювання чинників
|
Чинник |
Інтервал варіювання |
Рівень |
||
|
Верхній |
Основний |
Нижній |
||
|
симетричний калібр |
||||
|
Дh/Bo |
0,15 |
0,34 |
0,19 |
0,04 |
|
а=Во/Вк |
3,0 |
6,8 |
3,8 |
0,8 |
|
Кр |
0,03 |
1,06 |
1,03 |
1,0 |
|
несиметричний калібр |
||||
|
Дh/Bo |
0,1 |
0,23 |
0,13 |
0,03 |
|
а=Во/Вк |
2,0 |
4,6 |
2,6 |
0,6 |
|
Кр |
0,03 |
1,06 |
1,03 |
1,0 |
Експериментальне дослідження виконували на свинцевих моделях, що імітують плющення безперервнолитої заготівки в обтисковій кліті стану 500/370. Масштаб моделювання склав 1:5. Свинцеві злитки відливали в сталеві ізложниці (40×40 мм), потім злитки прокочувалися і фрезерувалися до необхідних розмірів перетину, які вибиралися виходячи з умов проведення експерименту. На бічну і контактну поверхні злитка друкарським засобом наносилася координатна сітка з розміром осередку 2×2 мм Зовнішній вигляд отриманого таким чином зразка представлений на рис. 1.
Для проведення дослідження був виготовлений спеціальний комплект валів на лабораторний стан 100.
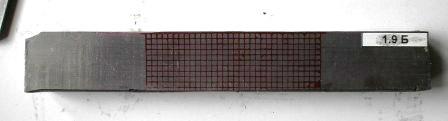
Рис. 1 – Моделюючий зразок
При прокатки на лабораторному стані з діаметром валів 100 мм зразкигальмували у валяннях, одержуючи недокати. Зміна координат вузлів сітки на зразках фіксувалися за допомогою цифрового фотоапарата, надалі отримані знімки оброблялися в програмі AutoCAD.
Після обробки результатів вимірювань деформованої координатної сітки, були отримані сукупність залежності характеризуючі як особливості процесу деформації, так і напружено-деформованого стану на контактній і бічній поверхні смуги. Результати розрахунків дозволяють з достатньою точністю моделювати напружено-деформований стан на поверхні гуркоту при прокатки в калібрах ящиків.