Донецкий национальный технический университет
Механический факультет
кафедра: "Технология машиностроения"
Автореферат
выпускной работы по теме:
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ПОВЫШЕНИЯ КАЧЕСТВА ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
магистранта Алдохина А.А.
e-mail: alex-x-x-x-x-x@rambler.ru
руководитель: acc Байков А.В.
Актуальность темы
При обработке алмазным инструментом на упругой связке достигается более низкая шероховатость и глубина дефектного слоя, что снижает трудоемкость последующей обработки. За счет микроперемещений алмазных зерен в упругой связке формируется профиль алмазного инструмента, который характеризуется меньшей разностью высот между вершинами алмазных зерен. Следовательно, при обработке в процессе резания участвует большее количество зерен, по сравнению с инструментом на жесткой связке.
Цель работы
В связи с этим, целью работы является исследование влияния параметров связки и сил резания на величину перемещения алмазного зерна. Ранее другими авторами были проведены работы по определению перемещения зерна под действием нормальной составляющей силы резания (тангенциальная составляющая силы резания не учитывалась). В процессе резания на зерно действуют две составляющих силы резания – нормальная и тангенциальная. Поэтому важной задачей является исследование поведения зерна под действием двух составляющих силы резания и сравнение с результатами предыдущих работ.
Метод исследований
Наиболее рациональным способом решения задач напряженно-деформированного состояния является метод конечных элементов [3], который является обобщением прямого вариационного метода.
При решении задачи была использована модель зерна, погруженного в связку (рис.1).
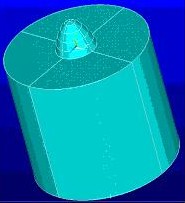
Рисунок 1 – Модель зерна, погруженного в связку.
Исходными данными для расчета являются:
- Характеристика материала связки.
- Характеристика материала зерна ( Е = 9·1011Па; м=0,11 ).
- Размер и геометрия зерна и связки (размеры модели связки соответствуют среднему расстоянию между зернами).
- Силы резания ( Р y=0.16Н, Р z=0.05Н )
Рассмотрим четыре варианта упругой связки, которым соответствуют следующие свойства материала:

Результаты работы
В результате решения получены следующие зависимости:
- перемещение зерна от характеристики связки под действием только нормальной составляющей силы резания и совокупном действии нормальной и тангенциальной составляющей силы резания (рис.2);
- перемещение зерна от составляющих силы резания при постоянной характеристике материала связки (рис.3).

Рис.2. Зависимость перемещения зерна от характеристики связки под действием только нормальной составляющей силы резания и совокупном действии нормальной и тангенциальной составляющей силы резания.
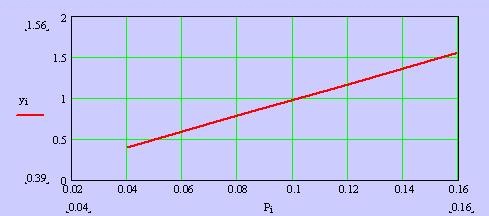
Рис.3. Зависимость перемещения зерна от составляющих силы резания при постоянной характеристике материала связки.
Рис.4. Процесс погружения алмазного зерна в упругую связку.
Анализ показал, что тангенциальная составляющая силы резания не оказывает существенного влияния на перемещение алмазного зерна: разница между перемещениями зерна в этих случаях не превышает 1%.
На рис.3 приведена зависимость перемещения зерна от усилия, которая носит линейный характер. В рамках сделанных допущений линейная зависимость перемещения от усилия обусловлена упругими (линейными) свойствами материала связки.
В связи с этим планируются подобные исследования моделей, более приближенных по своим физико-механическим свойствам к реальным связкам.
Литература
- Михайлов А.Н., Байков А.В., Сагуленко Н.Г. Оценка перемещений ориентированно расположенных алмазных зерен в полимерной матрице. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонГТУ, 1999. Вып.8. – С. 155-160.
- Ищенко А.Л., Байков А.В., Швырев Д.А. Решение задачи напряженно-деформированного состояния матрицы шлифовального инструмента и сравнение методов решений. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонГТУ, 2002. Вып.20. – С. 172-175. .
- Зенкевич О. Метод конечных элементов в технике. М.: Мир, 1975. -544 с.
- http://www.uran.donetsk.ua/~masters/2000/mehf/strelkov
- http://www.techno.edu.ru
| |