Было проведено исследование в производственных условиях, на предприятии, которое непосредственно занимается производством роликоопор. Целью этого исследования была оценка возможности применения конструкционной керамики в узлах трения ролика, а также адаптация производственных условий для применения керамики.
Ресурс роликов определяется долговечностью работы его подшипнико-вых опор (от 5000 до 12500 часов безотказной работы), который определяется:
1.надежностью защиты подшипников от попадания в них агрессивной среды (воды, пыли);
2.точностью изготовления и сборки, которая влияет на динамическую нагрузку на опоры;
3.обеспечением посадок подшипника в корпус и на ось ролика.
Точность изготовления и сборки регламентируются в изделии биением наружной трубы, которая не должна превышать 1,5% наружного диаметра ролика D.
Биение ролика является суммарным результатом неточности изготовления и сборки его деталей, величину которого можно определить из следующей схемы.
Рисунок 1 – схема формирования биения ролика
где:
Если предположить, что распределения величины биения относятся к закону эксцентриситета (т.к. биение относится к векторным погрешностям с распределением существенно положительных величин), то результирующее биение согласно принятой размерной цепи ролика можно определить вероятностным методом
Значение биения и дисперсии результатов измерений на детали ролика при принятом ТП определим из эксперимента при объеме выборок (количество измеренных деталей) 25 шт.
Определим биение ролика
Экспериментальное значение биения ролика составляет:
Поле рассеивания экспериментальных значений на биение ролика составляет
Таким образом расчетные и экспериментальные значения биения ролика практически совпадают.
Если предположить, что величина непаралельности лысок относится к закону эксцентриситета, то
Поле рассеивания составляет Точность изготовления и сборки ролика
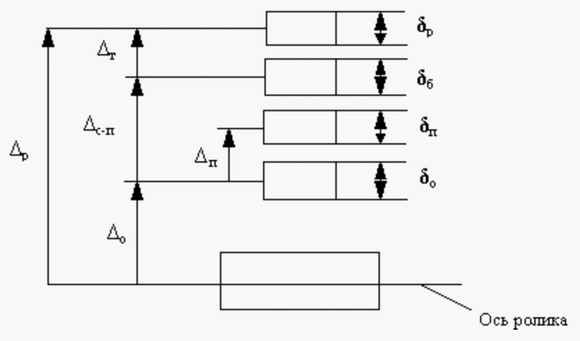
 – соответственно биение оси под подшипник, стакана с подшипником, трубы и ролика;
– соответственно биение оси под подшипник, стакана с подшипником, трубы и ролика;
 – соответственно поля рассеивания биения оси под подшипник, стакана с подшипником, трубы и ролика.
– соответственно поля рассеивания биения оси под подшипник, стакана с подшипником, трубы и ролика.



 , при этом
, при этом  деталей находится в пределах указанного допуска.
деталей находится в пределах указанного допуска.
 .
.
 ,при этом деталей находятся в пределах этого допуска.
,при этом деталей находятся в пределах этого допуска.
В БИБЛИОТЕКУ