Key words: usinage par coupe, liquide d'arrosage, acier inoxydable
On propose la methode de la determination d'efficacite de la liquide d'arrosage au usinage des aciers inoxydables
Известно, что смазочно-охлаждающие технологичные среды (СОТС) оказывают существенное влияние на многие параметры процесса резания металлов. Но в большинстве случаев исследуются только два фак- тора, действующих при использовании СОТС, - смазочный и охлаждаю - щий эффекты. Эти факторы оказывают чисто внешнее воздействие-уменьшают силы трения в зоне контакта режущего инструмента и обраба- тываемого материала и охлаждают зону резания, приводя в конечном счете к повышению стойкости режущего инструмента и улучшению качества обработанной поверхности. Но, для того, чтобы эти факторы проявились в полной мере, СОТС должна проникнуть в зону контакта обрабатываемого материала и режущего инструмента. /1/
Очевидно, что для того, чтобы преодолеть большие удельные дав- ления в зоне резания и удерживаться там, СОТС должна обладать опреде - ленными физическими и химическими свойствами. И, вероятно, эти свой-ства, даже для одной и той же СОТС, могут проявляться по разному в за - висимости от физических и химических свойств обрабатываемого и ин - струментального материалов. Можно считать, что введение СОТС в зо - ну контакта изменяет механизм трения за счет образования химических пленок с низким сопротивлением сдвигу. Тем более, что условия для про - текания химических реакций очень благоприятны - наличие высоких тем- ператур, чистые металлические поверхности, лишенные окислов, большие напряжения в пластически деформированном металле.
О протекании химических реакций в зоне контакта свидетель - ствуют результаты химического анализа образующейся стружки. При использовании в качестве СОТС четыреххлористого углерода, в стружке, даже после тщательной промывки, было обнаружено значительное коли - чество ионов хлора./1/
Вот почему, при выборе рациональных в каждом конкретном случае СОТС, необходимо учитывать целый комплекс теплофизических параметров имеющихся СОТС и , в первую очередь - вязкость прочность образующихся пленок, теплопроводность и др. Именно эти параметры оказывают основное влияние на антиадгезионные и охлаждающие свой - ства СОТС в процессе резания.
Поскольку, действие сред на обрабатываемый металл при его де - формации и разрушении складываются из нескольких физико - химичес - ких процессов, различающихся в зависимости от природы металла и СОТС, то, естественно ожидать, что универсальной жидкости, эффективно воздействующей на процесс резания всех металлов и при разных видах его обработки, быть не может и, что выбор жидкостей для каждого конкретного случая должен проводиться исходя из физико - химической природы обрабатываемого материала и СОТС.
В настоящее время нет обоснованной методики предварительной оценки эффективности СОТС. Обычно, при появлении новых СОТС про - водятся длительные и дорогостоящие стойкостные испытания и, затем, сравнивая испытуемую новую СОТС с эталонной, применявшейся ранее, дают заключение об эффективности новой. Такие испытания связаны с большой затратой времени, расходом инструмента и обрабатываемого материала. Создание методики предварительной оценки СОТС, приемле - мой в производственных условиях, намного облегчило бы работу завод - ских технологических лабораторий. Кроме того, такая методика дала бы возможность заказывать для конкретных случаев обработки соответствующие СОТС.
Предварительная оценка СОТС, рекомендуемых для применения при обработке резанием, включает в себя: определение качеств СОТС - смазывающих, охлаждающих или совместных смазочно-охлаждающих;
соответствие СОТС напряженности конкретного процесса резания (обдирка или чистовая обработка), операции обработки (точение, сверление фрезерование и т.п.);соответствие СОТС обрабатываемому материалу и режущему инструменту.
Вопрос о влиянии СОТС должен рассматриваться на основе изу - чения основных физических факторов, сопровождающих процесс резания и их изменений под влиянием смазочно-охлаждающих сред. При этом, необходимо учитывать комплекс физико-химических свойств сред и, в первую очередь тех, которые зависят от температуры, которая является одним из существенных факторов при резании /2/. Этот комплекс вклю - чает: электрическое сопротивление, поверхностное натяжение, вязкость, коэффициент теплопроводности, удельную теплоемкость и др.
Электропроводность (электрическое сопротивление), наряду с по- верхностным натяжением может характеризовать вероятность и степень проникновения смазочно-охлаждающей среды в зону резания.
Поверхностное натяжение жидкости оказывает существенное влияние на проявление капиллярного эффекта. Очевидно, что чем больше поверхностное натяжение, тем большая будет вероятность проникновения жидкости по микрокапиллярной сети в зоне упругого контакта режущего инструмента и стружки. В то же время, поверхностное натяжение на гра - нице жидкость - обрабатываемый материал влияет на смачивание этого материала жидкостью (так называемая металлофильность жидкости).
Вязкость характеризует СОТС со стороны её смазочной способности. Известно, что чем больше вязкость смазки, тем большую нагрузку может выдержать данная смазка и тем меньший будет коэффициент трения трущихся поверхностей. Однако, слишком большая вязкость будет затруднять проникновение жидкости в зону резания.
Теплопроводность и теплоемкость характеризуют охлаждающие свойства смазочно-охлаждающих жидкостей. Чем больше теплопровод - ность и теплоемкость жидкостей, тем лучшими охлаждающими свойства -ми они обладают. Установлено, что ряд жидкостей (вода, керосин, четырех хлористый углерод) могут дополнительно снижать коэффициент трения, в том числе и за счет своих охлаждающих свойств.
Смазочные пленки являются хорошими тепловыми и электричес- кими изоляторами. Вследствие этого, в процессе резания будет не только уменьшаться генерирование тепла, но и происходить защита режущих граней от теплопередачи и резко уменьшится величина электрического тока в цепи: заготовка - инструмент. Известно, что пара "заготовка - ин - струмент" образует термоэлемент и, протекающий в ней ток, существенно снижает стойкость режущего инструмента.
Особое внимание при выборе СОТС необходимо уделять их фи - зической и химической стабильностям, т.к. под влиянием высоких тем - ператур, загрязнений, проникновения бактерий через руки работающих, они могут разлагаться, что приведет к снижению эффективности их действия в процессе резания.
Для проверки изложенных положений, проводились испытания с такими смазочно - охлаждающими средами: 5 - процентный раствор эмульсола СДМУ в воде;5 - процентный раствор эмульсола НГЛ - в во - де;5 - процентная суспензия дисульфида молибдена в касторовом масле.
Для сравнения, проводились испытания с применением обычной 5 - процентной эмульсии из товарного эмульсола Э-2, широко применяемой на металлорежущих станках всех машиностроительных заводов.
Рассматривая экспериментальные данные по теплофизическим свойствам испытуемых жидкостей, было получено, что наилучшие ре - зультаты на операциях точения, сверления и фрезерования можно ожи - дать при применении 5 - процентных водных эмульсолов НГЛ- и СДМУ, которые имеют больший коэффициент теплоемкости и обладают дос - таточным поверхностным натяжением и металлофильностью к иссле - дуемым обрабатываемым материалам.
Это подтверждается результатами традиционных стойкостных испытаний при обработке сталей 2Х13 и Х18Н9Т, которые вызывают определенные трудности при резании (рис.1).
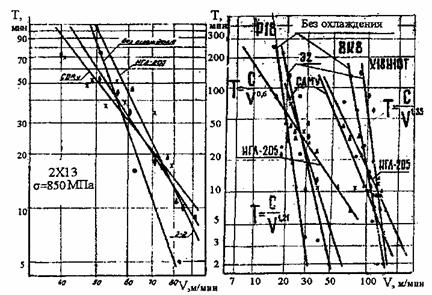
Рис. 1. Влияние различ - ных СОТС на стойкость инструмента при точе - нии нержавеющих сталей 2Х13 и Х18Н9Т
Таким образом, разработанная методика предварительной оценки СОТС, позволит резко сократить время и расходы на испытания новых СОТС, а также позволит специалистам создавать СОТС с заранее требуемыми свойствами.
Список литературы:
1. Латышев В.Н. Исследование физических сторон действия смазочно - охлаждающих жидкостей в процессе резания различных металлов. / Сборник: Вопросы применения СОЖ при резании металлов. Иваново. 1965 - 109с.2. Резников А.Н. Теплофизика процессов механической обработки материалов - М.,: Машиностроение, 1981.-279с.
Реферат | Библиотека | Ссылки | Отчет о поиске | Индивидуальное задание