 |
|
|FRA| |
UNTD> Portail de magistères de l'UNTD
The efficiency used at processing of metals by cutting, is lubricating - refrigerating of technological means depends not only on an elemental composition, but also from physical characteristics of these means both worked stock and their interplay.
La zone du contact du copeau avec la surface de coupe de l'outil comprend deux zones :
L'étude des conditions du contact dans ces deux zones amène à la conclusion sur l'impossibilité de la pénétration régulière des particules considérables du liquide ou des vapeurs du leur sur les terrains de la friction dans la zone du contact plastique. Cela se rapporte, en premier lieu, au cas, quand manque l’arête rapporte développé ou la fissure dépassant. Autrement va l'affaire dans la zone du contact élastique. Les études microscopiques montrent la présence du réseau microcapillaire dans cette zone par la quelle liquide peut pénétrer dans la zone du contact.
La vitesse et la profondeur de la pénétration du liquide selon les microcapillaires dépend de la grandeur de la tension superficielle.
Au contact du liquide et la surface métallique se passe l'humectation de cette surface l'intensité de qui dépend de la tension superficielle.
On peut examiner l'humectation comme le premier stade de la coopération physico - chimique du liquide avec le corps solide.
Il est évident, que dans les conditions de la coupe des métaux est désirable d'avoir les liquides de coupe possédant une bonne action mouillant c.à.d. avec la tension superficielle petite, en assurant avec cela, l'humectation des surfaces ouvrières de l'outil et les phénomènes capillaires dans la zone de la coupe.
L’addition aux liquides de coupe des substances surfactives améliore l'humectation de la surface métallique. De tels liquides seront non seulement réduire le coefficient de la friction en train de la coupe aux frais de la formation des pellicules adsorptif ou chimique sur les surfaces frottents, mais encore faciliter le procès de la déformation plastique aux frais de l'effet du dispersement (l'effet Rébinder). Et ce phénomène se renforce plus au contact des substances surfactives avec les surfaces, qui manquent de la pellicule d’oxydation. La surface ouverte à l’usinage par la coupe, est une telle surface.
Un autre facteur définissant la tension superficielle du liquide, est la température. Pour la plupart des liquides la tension superficielle diminue linйair avec l'augmentation de la tempйrature selon la formule Etvéche:

où V – est le volume molaire du liquide,
tcr – est la température critique, quand densité du liquide est égale à densité de vapeur saturé et frontière entre eux est disparu,
k – est la constante (k=2,1).
Ainsi, l'efficacité de l'atteinte des liquides de coupe dans la zone des déformations dépassant tombe à la coupe sous l'effet des forces capillaires avec la croissance de la température dans la zone de la microfissure, avec cela dans la zone des températures élevées égales et grand critique, il s'adresse au zéro. En outre elle dépend du rapport des vitesses de la coupe et le mouvement capillaire. En prenant en considération cela, on peut affirmer, que l'effet capillaire se manifeste le plus complètement par voie de l'atteinte des liquides de coupe à la couche du métal formant la surface de la coupe et retiré sur le passage suivant.
Pour l'éclaircissement de l'effet mouillant des liquides d’arrosage applique à l’usinage par la coupe on faisait le tournage rapide d’un film des gouttes des liquides indiqués portés sur la surface polie des métaux, exposant à l’usinage, et les matériaux instrumentaux (fig. 1).
Pour l'estimation de la capacité mouillant des liquides de coupe on introduisait la notion du coefficient du rythme d’étalement- "а". Il exprime la vitesse d’étalement du liquide aux premiers 10 secondes après l'application de la goutte de ce liquide sur la surface polie du modèle du matériel soumis à l’épreuve. Pour l'unité on accepte le rythme d’étalement de la goutte de l'eau distillée sur l'acier X18H10T à la température ambiante Т = 24 C0. Ainsi, la grandeur du coefficient du rythme d’étalement an de quelque liquide sur le matériel donné s'exprimera:

où a est le coefficient du rythme d’étalement de l'eau distillée sur l'acier X18H10T (a=1)
D2 – est le diamètre de la goutte de liquide soumis à l’épreuve sur la surface polie du modèle du matériel à usiner après 10 secondes.
D1 – est le diamètre de la goutte de liquide soumis à l’épreuve sur la surface polie du modèle du matériel à usiner dans 1-er seconde.
1,03 – est le rapport du diamètre final au diamètre initiale de la goutte de l'eau distillée sur l'acier X18H10T.
à la suite des expériences faites on définissait les coefficients du rythme d’étalement, qui sont amenés dans la table 1.
Table 1. Les coefficients du rythme d’étalement des liquides soumis à l’épreuve pour les matériaux à usiner différants.
| Matériel à usiner | Coefficients du rythme d’étalement | ||||||||||
| Les liquides soumis à l’épreuve | |||||||||||
| émulsion de Э-2 | émulsion de НГЛ-205 | émulsion de СДМУ | acide oléique | huile de ricin | huile de ricin+5% MoS2 | l'eau distillée | |||||
| 5% | 10% | 5% | 10% | 5% | 10% | ||||||
| 2X13 | 0,982 | 0,985 | 1,059 | 1,073 | 1,152 | 1,106 | 1,845 | 0,982 | 1,196 | 0,995 | |
| X18H10T | 1,025 | 1,001 | 1,048 | 1,099 | 1,112 | 1,189 | - | - | 1,276 | 1,00 | |
| ЭИ654 | 0,977 | - | 1,051 | 1,85 | 1,213 | 1,104 | - | - | 1,254 | - | |
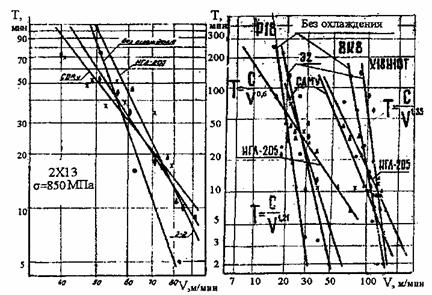
Fig.3. Les résultats des essais pour la durée de vie d’outil à
l’usinage des aciers 2Х13 et Х18Н9Т avec l'utilisation des liquides soumis à l’épreuve.
Les conclusions : au choix des liquides de coupe pour l’usinage du matériel concret il est nécessaire de prendre en considération non seulement la composition chimique des liquides disponibles, mais encore les procès physiques se passant dans la zone de la coupe.
BIBLIOGRAPHIE: 1. Латышев В.Н. Исследование физических сторон действия смазочно-охлаждающих жидкостей в процессе резания различных металлов / Сборник: Вопросы применения СОЖ при резании металлов. Иваново 1965 – 109с./.