 | RUS |
| RUS |
|| RUS |
UNTD> Portail de magistères de l'UNTD
The efficiency used at processing of metals by cutting, is lubricating - refrigerating of technological means depends not only on an elemental composition, but also from physical characteristics of these means both worked stock and their interplay.
Зона контакта стружки с передней поверхностью инструмента состоит из двух зон:
Изучение условий контакта в этих двух зонах приводит к выводу о невозможности регулярного проникновения значительных частиц жидкости или ее паров на площадки трения в зоне пластического контакта. Это, в первую очередь, относится к случаю, когда отсутствует развитый нарост или опережающая трещина. Иначе обстоит дело в зоне упругого контакта. Микроскопические исследования показывают наличие микрокапиллярной сети в этой зоне. Микросъёмкой зоны соприкосновения стружки с передней поверхностью инструмента при мгновенной остановке процесса резания показано, что, используемые в качестве смазочно-охлаждающих сред (СОТС), жидкости заполняют капиллярную сеть, образующуюся между стружкой и инструментом. Проникновение жидкости по капиллярным полостям и микронеровностям подтверждается также высокоскоростной киносъемкой процесса резания (1).
Скорость и глубина проникновения СОТС по микрокапиллярам зависит от величины поверхностного натяжения.
При соприкосновении жидкости и металлической поверхности, поверхностное натяжение определяет так называемую металлофильность жидкости, т.е. ее способность сцепляться с металлической поверхностью или смачивать ее.
Смачивание можно рассматривать как первую стадию физико-химического взаимодействия жидкости с твердым телом. Первоначально, при смачивании на поверхности твердого тела образуется тонкий адсорбционный слой жидкости.
Очевидно, что в условиях резания металлов желательно иметь смазочно-охлаждающие жидкости, обладающие металлофильностью, т.e. с малым поверхностным натяжением, обеспечивающим смачивание рабочих поверхностей инструмента и капиллярные явления в зоне резания.
Добавление в смазочно-охлаждающие жидкости поверхностно-активных веществ (ПАВ) делает их более металлофильными. Такие высоко-металлофильные жидкости будут не только снижать коэффициент трения в процессе резания за счет образования адсорбционных или химических пленок на трущихся поверхностях, но и облегчать процесс пластической деформации за счет расклинивающего эффекта (эффект Ребиндера). И это явление ещё более усиливается при контакте ПАВ с поверхностями, на которых отсутствуют окисные плёнки. Поверхность, вскрываемая при обработке резанием, является именно такой поверхностью.
Другим фактором, определяющим поверхностное натяжение жидкости, является температура. Для большинства жидкостей поверхностное натяжение убывает с повышением температуры линейно согласно формуле Этвеша:

где V – мольный объем жидкости;
tкр – критическая температура, когда плотность жидкости становится равной плотности насыщенного пара и граница между ними исчезает;
k – постоянная величина (для недиссоциированных жидкостей k = 2,1).
Таким образом, эффективность попадания СОЖ в зону опережающих деформаций при резании под действием капиллярных сил падает с ростом температуры в зоне микротрещины, при этом в зоне высоких температур, равных и больших критической, оно обращается в нуль. Кроме того, она зависит от соотношения скоростей резания и капиллярного движения. Учитывая это, можно утверждать, что капиллярный эффект наиболее полно проявляется путем попадания СОТС в слой металла, образующий поверхность резания и снимаемый на последующем проходе.
Для выяснения металлофильности, принятых к исследованию смазочно-охлаждающих жидкостей, была проведена скоростная киносъёмка капель указанных жидкостей, нанесенных на полированную поверхность металлов, подвергающихся обработке, и инструментальных материалов (рис.1).
Для оценки смачивающей способности смазочно-охлаждающих жидкостей было введено понятие коэффициента темпа растекания – "а". Он выражает скорость растекания жидкости в первые 10 секунд после нанесения капли этой жидкости на отполированную поверхность образца испытуемого материала.За единицу принят темп растекания капли дистиллированной воды на стали X18H10T при комнатной температуре Т = 24 °С. Таким образом, величина коэффициента темпа растекания an какой-либо жидкости на данном материале будет выражаться

где а – коэффициент темпа растекания, для дистиллированной воды на стали X18H10T, a = 1;
D2 – диаметр капли исследуемой жидкости на образце обрабатываемого материала через 10 секунд;
D1 – диаметр капли исследуемой жидкости на образце обрабатываемого материала в первую секунду.
1,03 – отношение конечного диаметра к начальному диаметру капли дистиллированной воды на пластинке стали Х18Н10Т.
По проведенным экспериментам, определены коэффициенты темпа растекания, которые приведены в таблице 1 (рис. 2).
Таблица 1. Коэффициенты темпа растекания жидкостей для различных обрабатываемых материалов.
| Обрабатываемый материал | Коэффициенты темпа растекания | ||||||||||
| Жидкости, применяемые в опыте | |||||||||||
| эмульсия Э-2 | эмульсия НГЛ-205 | эмульсия СДМУ | олеиновая кислота | касторовое масло | олеиновая кислота+5% MoS2 | дистилированная вода | |||||
| 5% | 10% | 5% | 10% | 5% | 10% | ||||||
| 2X13 | 0,982 | 0,985 | 1,059 | 1,073 | 1,152 | 1,106 | 1,845 | 0,982 | 1,196 | 0,995 | |
| X18H10T | 1,025 | 1,001 | 1,048 | 1,099 | 1,112 | 1,189 | - | - | 1,276 | 1,00 | |
| ЭИ654 | 0,977 | - | 1,051 | 1,85 | 1,213 | 1,104 | - | - | 1,254 | - | |
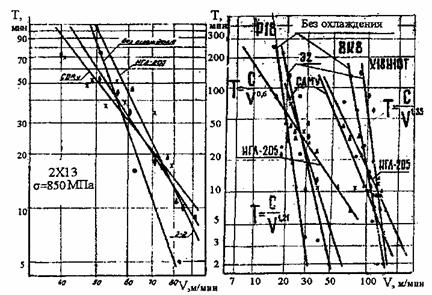
Рис.3. Результаты стойкостных испытаний при обработке сталей 2Х13 и Х18Н9Т с использованием рассматриваемых СОТС
Выводы: при выборе СОТС для обработки конкретного материала необходимо учитывать не только химический состав имеющихся жидкостей, но и физические процессы, происходящие в зоне резания.
Список литературы: 1В.Н. Латышев Исследование физических сторон действия смазочно-охлаждающих жидкостей в процессе резания различных