Алиев Н.А., Исаев А.Е., Пономаренко М.В., Алиев П.Н. "Способы повышения долговечности корпусно-секционных шахтных насосов" // Научные труды ДонНТУ "Проблемы машиностроения", 2006. – С. 317 - 327.
УДК 621.67
СПОСОБЫ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ КОРПУСНО-СЕКЦИОННЫХ ШАХТНЫХ НАСОСОВ
Алиев Н.А., Исаев А.Е., Пономаренко М.В., Алиев П.Н. Научно-исследовательский институт горной механики им. М.М.Федорова, г. Донецк, Украина.
В статье рассмотрены результаты многолетнего исследования методов увеличения долговечности корпусно-секционных шахтных насосов, позволившие довести их ресурс насосов до 20…25 тыс. часов.
In the article results of long-term research of methods multiplying longevity of pumps which allowed to heave up the resource of pumps to 20…25 thousand of clock are considered.
Постановка проблемы. Корпусно-секционные центробежные насосы (далее КСЦН) являющиеся основным оборудованием
шахтного водоотлива отрасли по своей надежности, осредненным показателям долговечности, гамма-процентного
ресурса не соответствуют регламентируемому ГОСТ 10420 сроку службы.
Анализ последних достижений. Долговечность КСЦН определяется общим износом, эрозией и разрушением проточной
части от гидроабразивного, коррозионного, кавитационного воздействия перекачиваемой шахтной взвеси и
контактно-вибрационных процессов, сопутствующих работе динамических насосов.
Первые три вида воздействия являются внешними дестабилизирующими факторами по отношению к рассматриваемой
системе; изучение их дискретного влияния на работу КСЦН требует громоздких и сложных исследований [1, 2] и
абсолютно неприемлемо для шахтных водоотливных установок.
Контактно-вибрационный износ связан с механическими источниками вибрации, обусловленными: 1) конструкцией и
технологией изготовления насоса; 2) элементов сопряжения его с приводом, а также собственно приводом.
Главными источниками вибрации первой группы является поле неуравновешенных сил инерции вращающихся масс
проточной части, определяемые технологическими и сборочными несовершенствами, а также колебательными процессами
в опорных узлах – подшипниках.
Ко второй группе относятся колебательные процессы, вызываемые соединительными муфтами, передаточными механизмами
и приводными двигателями.
Эти дестабилизирующие факторы являются внутренними для рассматриваемой системы. Их коррекция и нормирование
связанно со способами воздействия в технологическом аспекте на детали проточной части, методов предсборочной
подготовки и сборки КСЦН[3,4].
Целью данной работы является исследование способов воздействия на детали и КСЦН целом, обеспечивающих
ресурс их работы в 20…25 тыс. часов.
В связи с конструкторскими особенностям КСЦН - отсутствием продольного разъема решение проблемы увеличения
долговечности и надежности их возможно при комплексном подходе и решении нижеперечисленных задач: а) выбором
материалов и способов воздействия при формообразовании рабочего колеса; б) детерминированного распределения
неуравновешенных масс на роторе при сборке, после балансировки и нормирования их вибропоказателей; 3) выбор
способов воздействия при формообразовании деталей проточной части КСЦН, получение прочных, износостойких, с
микроструктурой и твердостью соответствующей функциональной направленности процессов возникающих на рабочих
поверхностях деталей КСЦН[4].
Рассмотрим способы воздействия и технологические подходы к производству деталей и узлов КСЦН направленные на
увеличение их долговечности.
Рабочие колеса. Опыт использования литья как способа первичного формообразования рабочих колес показал,
что их разброс по основным характеристикам не соответствует техническим требованиям ГОСТа 22061 «Система классов
точности балансировки». Продольное и поперечное вскрытие межлопаточной зоны чугунных и стальных литых колес
показывает наличие разной толщины по длине лопаток; на дисках и лопатках имеются зоны наплывов, пригаров,
пористых структур невысокой твердости.
Минимизация разброса по массе, неуравновешенности, геометрическим и технологическим несовершенствам,
вибронагруженности может быть реализована при выборе способов воздействия на рабочее колесо в виде
модульно-функциональной его компоновки в стальном исполнении [4].
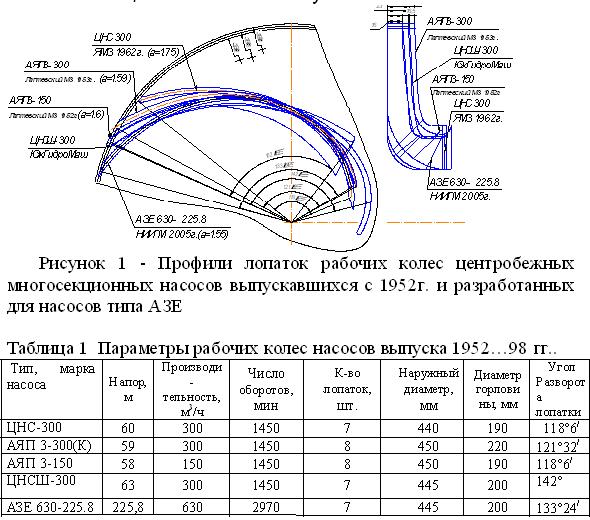
На рис.1 показаны профили лопаток КСЦН спроектированных для производительности: Q 300 м3/час., напора на колесо:
Н (58…63) м., числе оборотов n=1450 м-1 при неизменном наружном диаметре Dн 440..450 мм. в разные годы
прошлого века и проработавших на шахтах с 1952 по 1998 г. На данную группу КСЦН наложен профиль лопатки и
меридианное сечение насоса АЗЕ 630 - 225,8, при n=3000 м-1, спроектированного НИИГМ имени М.М.Федорова с
характеристиками приведенными в таблице 1, рассчитанного по [5] c оптимизацией параметров и энергокавитационных
потерь.
Приведенные профили показывают, что модульно-функциональная компоновка позволяет корректировать форму лопаток
и межлопаточную зону, получать колеса высокой точности, при минимизации энергокавитационных потерь, с гидравлически
совершенной проточной частью и варьируемыми рабочими характеристиками. Осредненные величины виброскоростей и
виброперемещений после балансировки на рабочих оборотах колес модульно-функциональной компоновки стального
исполнения составили соответственно: Vs=1,5…2,2 мм/сек, Sv=4…6 мкм. Осредненная величина долговечности колес при
работе КСЦН на шахтной воде с рH 6,8…8,6: для стальных колес с объемной закалкой до твердости HRC 50…55 – 14…16
тыс. часов; стальных штампо-сварных с закалкой после карбонитрирования до твердости HRC 56…62 – 16…20 тыс. часов;
стальных штампо-сварных с закалкой после химико-термической обработки (ХТО) в среде карбида бора или карбида
вольфрама до твердости HRC 62…68 –20…24 тыс. часов[4].
Детали проточной части. Для создания долговечных, высокопрочных деталей проточной части выполняемых из чугуна
требуется применение способов воздействия на макро- и микроуровне – варьирование химического состава шихты,
специальных методов графитизации при плавке, получение требуемой микростуктуры и микротвердости, текстуры
металлической основы, порядка и способов воздействия в виде ВТМО или ВТМПО (высокотемпературной термомеханической
поверхностной обработки) [4].
Для рубашки вала, гайки ротора, упорного кольца, дистанционной втулки, изготавливаемых из сталей или
минералокерамики, (в некоторых случаях из пластмасс), в каждом конкретном случае определяют комбинацию способов
воздействия и их последовательность в зависимости от условий работы и нагружения детали или узла.
Диск узла компенсации осевой нагрузки, после термообработки и совместных финишных операций плоскости кольца
разгрузки и перпендикулярно ей расположенного наружного цилиндра узла балансируется в сборе, на рабочих оборотах.
Материал диска - сталь марки 45, 50Г, термообработка – объемная закалка; коррекция неуравновешенных масс по
наружной поверхности цилиндра.
Способы воздействия на резьбовые детали проточной части КСЦН, в том числе гайку ротора, шлицевую гайку,
резьбовые элементы вала – выбор материалов для их производства с учетом объемной закалки после предварительного
формообразования. Финишные операции при подготовке поверхности под резьбу—шлифовка. Нарезка резьбы после объемной
закалки минералокерамическими резцами, химико-термические или диффузионные методы упрочнения поверхности изделия[4].
Долговечность деталей проточной части - гайки ротора, рубашки вала, диска разгрузки при применение указанных
способов воздействия достигает 30…35 тыс. часов. Дистанционная втулка, концевые втулки –16…20 тыс. часов. Для
колец разгрузки, изготовленных из коррозионно-стойких сталей мартенситового класса, при способах воздействия
включающих как ВТМО с объемной закалкой, так и ХТО в закрытых муфелях, в среде карбида бора, средняя долговечность
составила 7…8 тыс. часов.
Корпусные детали шахтных КСЦН. Способы воздействия, методы и подходы к обеспечению долговечности.
Крышки нагнетания и всасывания являются базовыми деталями насоса, формирующими в пространстве взаимное
расположение опорных узлов, узлов гидрозатвора и разгрузки.
Для всех типов шахтных насосов крышки всасывания и нагнетания должны обрабатываться после торцевания баз
крепления, являющихся также технологическими, установочными и измерительными базами. После финишной обработки
опорных лап с одной установки производится совместная расточка обоих крышек на технологической оснастке, на
проход, внутренних поверхностей втулок с выдержкой требуемого кольцевого зазора. На основе многолетних
экспериментов получены величины оптимальных зазоров между рубашкой вала и втулкой гидрозатвора, а также
дистанционной втулкой и втулкой разгрузки в пределах =0,3…0,35 мм.
Расточку под посадочные бурты переднего и заднего кронштейнов в крышках нагнетания и всасывания, требуется
производить после финишной обработки внутренних поверхностей концевых втулок с проточкой (торцовкой) опорной
плоскости под фланцы кронштейнов.
При увеличенных или комбинированных разгрузочных кольцах требуется формировать несколько (чаще всего две)
канавки под уплотнительную манжету [4].
Способы воздействия – модификация магнием и ферросилицием исходных материалов при плавке, совместная механическая
обработка базовых поверхностей, термообработка и финишные операции. Средняя долговечность крышек
составляет - 60…75 тыс. часов.
Корпуса направляющих аппаратов шахтных КСЦН сформированы в виде цилиндрических стаканов, заглушенных с одной
стороны и несущих на внутренней торцевой поверхности стенки лопатки диффузора. Материал секций – серый чугуна
марок СЧ 21 – 40, СЧ 24 – 44, СЧ 28 – 48 ГОСТ 1412, для более высоких давлений – чугун с шаровидным графитом
марок ВЧ ГОСТ 7293 или углеродистая сталь.
Посадочная внутренняя поверхность корпуса является опорой внешнего цилиндра направляющего аппарата. Способы
воздействия–аналогичные деталям типа крышки. Средняя долговечность корпусов - 45…50 тыс. часов.
Кронштейны подшипниковых узлов шахтных КСЦН чаще всего выполняются корытообразного сечения и являются опорными
узлами, вынесенными за пределы корпуса, с размещенными в них подшипниками скольжения или качения.
По результатам эксплутационных данных отношение наружного диаметра консоли обоих кронштейнов к диаметру внешней
обоймы подшипника должно быть в пределах (1,45…1,55)d, где d – диаметр внешней обоймы подшипника.
Совместной обработкой - расточкой внутренней посадочной поверхности под подшипник и наружной проточки посадочного
бурта в крышке обеспечивается требуемая соосность обоих кронштейнов при сборке и, соответственно, позиционирование
вала во взаимно-перпендикулярных плоскостях.
Для обеспечения долговечности кронштейнов рекомендуется применять способы воздействия, с получением поверхностной
твердости их в пределах 36…42HRC [4]. Средняя долговечность кронштейнов - 35…40 тыс. часов.
Способы воздействия при обеспечении долговечности направляющих аппаратов КСЦН.
В высоконапорных шахтных насосах низкой быстроходности потери в отводах достигают 30% общих потерь в ступени.
Для снижения их необходимо обеспечить высокую чистоту поверхности и точность геометрических размеров
межлопаточных зон. В [4] предложен способ воздействия на проточную часть направляющих аппаратов в виде
гидроабразивной обработки абразивно-жидкостной струей при петлеобразном движения детали по лемнискате Бернулли.
Для обеспечения долговечности направляющих аппаратов рекомендуется применять способы воздействия аналогичные
корпусным деталям, с получением поверхностной твердости их в пределах 40…45 HRC. Средний срок службы направляющих
аппаратов КСЦН -- 25…30 тыс. часов.
Способы воздействия на длинномерные детали типа вал обеспечивающие долговечность КСЦН.
Вал насоса является основной базовой деталью КСЦН, от его надежности и долговечности во многом зависит
ресурс машины. Обеспечение прочности и жесткости вала, при которых гарантируется отсутствие недопустимых
деформаций, нарушающих устойчивую работу ротора, напрямую связано с величинами крутящего момента, передаваемого
поперечным сечением, крутильной жесткостью и критическим числом оборотов, при котором может наступить его разрушение.
Валы КСЦН изготавливаются из сталей конструкционных, легированных типа 40ХН, 40ХС, 40ХФА, 60С2, 15ХНСД, 20ХНСД
ГОСТ 4543 или сталей коррозионно-стойких мартенситного класса типа 20ХН3А, 20ХГТ ГОСТ 5950 с естественным
старением в течение 40…45 дней и упрочнением поверхности после термообработки пластическим деформированием
цилиндрическими роликами с бомбинированием или шариковыми обкатными устройствами. Увеличение усилия пластического
деформирования относительно оптимального приводит к повышению шероховатости в результате разрушения поверхности
и искажения микропрофиля [4].
При таком способе воздействия на вал, микропрофиль поверхности приобретает значительно более плавный, обтекаемый
рельеф, что существенно увеличивает его износостойкость и усталостную прочность. Долговечность вала ротора в
пределах 40-45 тыс. часов, что позволяет использовать его в ремонтных агрегатах повторно.
Кольцевые и межступенные уплотнения шахтных КСЦН являются одним из важнейших узлов, определяющих долговечность
его работы. Рекомендовано для шахтных КСЦН изготовление щелевых уплотнений из высокопрочных легированных чугунов
с глобулированным графитом. Легирование молибденом, хромом, ванадием, никелем и модифицирование таких чугунов
производится на уровне брикетов, полученных по безотходной технологии прессованием чугунной и стальной стружки [4].
Способы воздействия-модификация чугуна магнием или церием, получение высокопрочного чугуна с перлитно-ферритной
структурой и шаровидным графитом, литье и механическая обработка с последующей ХТО. После разгерметизации
муфеля и закалки деталей они подвергаются низкотемпературному отпуску, погружению в ванну с горячим минеральным
маслом и выдерживанию их при температуре 800…900С в течение 48-60 часов [4]. Осредненная долговечность щелевых
уплотнений-16…18тыс. часов.
Соединительные полумуфты для КСЦН обычно изготавливаются из серого чугуна СЧ 15…32, заготовка – литье, твердость
после всех технологических операций не более НВ 230…255. Ненормируемые технологические отклонения базовых
поверхностей, погрешность относительной ориентации гнезд и окружного шага отверстий под пальцы на полумуфтах,
несоответствие конусов расточек конусам пальцев, изготовления с отклонениями базовых поверхностей полумуфт
относительно наружных, неравной жесткостью упругих элементов и их релаксацией в процессе работы агрегата [4] -
неполный перечень факторов являющихся источниками вибрации как на оборотной, так и в области более высоких частот.
На основе многолетней практики НИИГМ им. М.М. Федорова рекомендует при изготовлении полумуфт КСЦН из серых чугунов
марок СЧ (целесообразно применение чугунов с шаровидным графитом [4]), после предварительной механической обработки
и сверловки отверстий в кондукторах, применять специальную термообработку [4] для получения поверхностной твердости
HRC 40…45, расточку конструкторской базы, совмещения с ней технологической базы, проточку и торцовку всех
формообразующих поверхностей, расточку или райберование твердосплавным инструментом отверстий под пальцы.
Способы воздействия для муфтового узла составляют цепочку: формирование и получение высокопрочного глобулированного
чугуна, предварительное формообразование заготовки и детали, ХМО, закалку, финишные операции по нормировке
технологических несовершенств, балансировку полумуфт и сборку узла. Долговечность полумуфт при указанных способах
воздействия достигает в среднем 25…35 тыс. часов.
Сборка КСЦН выполняется с распределением неуравновешенностей вращающихся деталей ротора по закону цепной линии.
Управляющим фактором сборки является балансная мера-произведение массы колеса на величину остаточного вибросмещения
определяемого по результатам по балансировки на эксплуатационных оборотах [6]. В пределах минимального разряда
гистограммы распределения балансных мер положительные разности распределяются по закону цепной линии с установкой
пары рабочих колес с минимальной разностью в миделевую часть насоса. Шпоночные пазы формируются в противофазе
скорректированной массе, что позволяет считать векторы остаточной неуравновешенности пары колес направленными в
противоположные стороны. Последующие пары колес устанавливаются на валу слева и справа от директрисы цепной линии
распределения в сторону увеличения положительной разности балансных мер к опорам насоса. В целом для
многосекционной машины балансные меры распределяются симметрично по обе стороны вала, одновременно компенсируя
друг друга в паре. Причем при такой организации сборки, названной синфазной, учитывается и величины изгибающих
моментов действующих на участках пары, а также и производиться селекция зазоров в щелевых уплотнениях.
Последний фактор при синфазной сборке должен соответствовать величинам зазоров 0,15…0,25 по всем кольцевым и
межступенным уплотнениям [6].
Выводы
1. Проблема увеличения долговечности КСЦН напрямую связанна с выбором материалов для деталей проточной части
насосов, с учетом их структурно-чувствительных характеристик, определением способов воздействия при
формообразовании и упрочнении, инструментальной и финишной обработке деталей
2. Снижение вибрации КСЦН обусловлено предсборочной подготовкой, поэлементной балансировкой и сборкой на основе
управляющего фактора - балансных мер и распределения их по валу на основе закона цепной линии, с установкой
ее директрисы в центральной части насоса.
3. Разработка комплексного способа воздействия на многофункциональную систему - насосный агрегат на макро- и
микроуровне при создании КСЦН с высокими показателями долговечности, КПД, при минимизации энергокавитационных
потерь и учета условий эксплуатации агрегата в шахте позволила получить агрегаты со средним ресурсом 20…25 тыс.
часов.
Список источников.
1. Нечушкин Г.М., Махинин А.И. Анализ характерных износов основных деталей шахтных центробежных
насосов // Шахтные стационарные установки: Сб.науч.тр. / ВНИИГМ им.М.М.Федорова – Донецк, 1972. - с.3-8.
2. Малеев В.Б. Развитие научных основ шахтного водоотлива / Диссертация на соискание степени доктора
технических наук. – Дон. политех. ин-т. - Донецк, 2003. - 317с.
3. Алиев Н.А. Вибромониторинг шахтных насосных агрегатов // Уголь Украины. - 2005. - №5. – С.33-36.
4. Алиев Н. А., Грядущий Б.А. Технологические основы создания высокоресурсных многосекционных насосов.
// Уголь Украины .- 2004. №10. С.14-20.
5. Алиев Н.А. Основы построения проточной части корпусно-секционных насосов с варьируемыми рабочими
характеристиками // Форум Гірників. – Матеріали міжнародної конференції 12-14 жовтня 2005. – Том 1. –
Днепропетровск, 2005. С.18-27.
6. Алиев Н.А., Бондарь Ю.В., Исаев А.Е. Технология и методика изготовления и сборки многосекционных
шахтных насосов горизонтальной и вертикальной компоновки малой вибронагруженности // Международный сборник
научных трудов. – Прогрессивные технологии и системы машиностроения. – Вып. 24. - Донецк, 2003.-с. 3-12.
7. Ишемгужин Е.И. Теоретические основы надежности буровых и нефтегазопромысловых машин// УНИ. - Уфа, 1981.