Алиев Н.А., Дудченко А.Ю., Исаев А.Е., Дмитриенко К.Д. "Технологические аспекты разработки долговечных корпусно-секционных шахтных насосов горизонтальной и вертикальной компоновки" // Сборник научных трудов "Проблемы эксплуатации оборудования шахтных стационарных установок", Донецк 2004 г. – С. 200 - 209.
ТЕХНОЛОГИЧЕСКИЕ АСПЕКТЫ РАЗРАБОТКИ ДОЛГОВЕЧНЫХ КОРПУСНО-СЕКЦИОННЫХ ШАХТНЫХ НАСОСОВ ГОРИЗОНТАЛЬНОЙ И ВЕРТИКАЛЬНОЙ КОМПОНОВКИ
Алиев Н.А., Дудченко А.Ю., Исаев А.Е. (НИИГМ имени М.М.Федорова, г. Донецк), Дмитриенко К.Д. (шахта им. Ф.Э. Дзержинского ГП «Дзержинскуголь», г. Дзержинск)
На 2003 г. в Украине на угольных шахтах и рудниках черной метал-лургии на главных и групповых водоотливных комплексах эксплуатирова-лось более 750 стационарных и 2440 участковых водоотливных установок. Парк насосов водоотлива в настоящее время превосходит 8000 единиц, из них не менее 3000 – на главном водоотливе. Годовой объем откачиваемой воды на поверхность составляет около 1,2 млрд. м3, на что расходуется более 2 млрд. кВт/ч. электроэнергии, а на отдельных шахтах расход электро-энергии доходит до 25-30% от общего объема энергопотребления. Из всего вышесказанного понятно, что проблемы водоотлива, надежности и долго-вечности насосного парка непосредственно связаны с экономическими во-просами угледобычи [1].
Центральным вопросом производства высокоресурсных корпусно-секционных насосов являются подходы к проектированию технологии из-готовления рабочих колес этих машин. Ниже обосновывается ряд техниче-ских решений, а также принятая и широко внедряемая технология изготов-ления и динамической балансировки штампо-сварных рабочих колес, обеспечивающая долговечность и малую вибронагруженность насосных агрегатов.
Рабочие колеса центробежных корпусно-секционных насосов.
Разработанная в НИИГМ имени М.М.Федорова и внедренная в про-изводство технология изготовления штампо-сварных колес позволила, в первую очередь, резко снизить статическую (весовую) нагрузку на вал. Вес стального штампо-сварного колеса снизился до 15,5 кг, тогда как вес чу-гунного литого составляет 20 – 21 кг, стального литого – 24-25 кг [2].
Комплексный анализ технологических процессов изготовления ра-бочих колес корпусно-секционных центробежных насосов от заготови-тельных операций до балансировки показал, что наиболее высокоточные, геометрически подобные между собой колеса могут быть обеспечены штампо-сварным исполнением.
К важнейшим особенностям разработанной технологии рабочих ко-лес центробежных насосов штампо – сварного исполнения относится то, что проточная часть как в пределах одного колеса, так и серии спрофили-рована по экспоненциальной или параболической зависимости. Такой под-ход к профилю проточной части в сочетании с модульной технологией по-зволяет обрабатывать каждый из модулей с заранее заданной степенью точности на станках с ЧПУ [1]. Поэтому допускается балансировку рабо-чих колес насосов ЦНС производить статически, если применяются для сборки рабочие колеса штампо–сварного исполнения. Рабочие колеса ли-того исполнения, материалом для которых служат чугуны или литейные стали, в обязательном порядке должны балансироваться на рабочих оборо-тах.
Разработанная модульная технология позволила получить насосы с повышенными рабочими характеристиками, с возможностью их оператив-ного варьирования в процессе изготовления, при минимизации механо-гидравлических потерь. В настоящее время модульный метод НИИГМ имени М. М. Федорова распространяется на рабочие колеса в штампо-сварном исполнении с пространственным облопачиванием. Для таких на-сосов напоры на ступень при прочих равных условиях в сравнении с на-сосными агрегатами с колесами в чугунном исполнении возрастают до 72 – 75 м.
Модульная технология дает возможность изготовления близких по масс-центровочным и технологическим параметрам рабочих колес с одно-временным снижением себестоимости как колес, так и насоса в целом. При организации синфазной или селективной сборки снижение массовых сил, действующих на ротор, снижает нагрузки на опорные узлы машины, по-ложительно сказывается на контактно-вибрационном износе сопряженных пар и динамике агрегатов в целом [2].
Чугунные детали проточной части. Многолетними исследова-ниями лаборатории шахтного водоотлива НИИГМ имени М.М. Федорова, ряда работ [3], [4] доказано, что при количестве ступеней в корпусно-секционной машине более пяти, вибросмещения гибкого ротора соизме-римы и даже превосходят зазоры по межступенным уплотнениям. Износ по сопряженным парам гидрозатворной втулки – рубашки вала, дистанци-онной втулки–втулки разгрузки , щелевым межступенным уплотнениям настолько высок, что в течение 4,0-6,0 тыс. часов насос теряет рабочие ха-рактеристики и подлежит капитальному ремонту. Эти задачи – уменьше-ние вибронагруженности корпусно-секционных машин и увеличение изно-состойкости сопряженных пар должны решаться совместно, т.к. они взаи-мосвязаны.
Разработаны и внедрены модифицированные алюминием и отхода-ми бронзы чугуны, из которых изготовлены детали проточной части насо-са, с закалкой их в среде карбюризатора до поверхностной твердости 42…46 HRCэ. Заслуживает внимания опыт создания сопряженных пар чу-гун–сталь с закалкой по специальной технологии [5], и пропиткой их в масляной ванне при температуре 800…900С в течение 48 часов.
Направляющий аппарат имеет увеличенное (на 7 8 %) межлопаточ-ное сечение, относительно применяемых и изготавливаемых по штатным чертежам насосов типа ЦНС. Контуры лопаток направляющего аппарата оптимизированы и спрофилированы согласно расчетам лаборатории шахт-ного водоотлива НИИГМ имени М.М. Федорова. В настоящее время они широко внедряются как в производство, так и при ремонте насосов ЦНС.
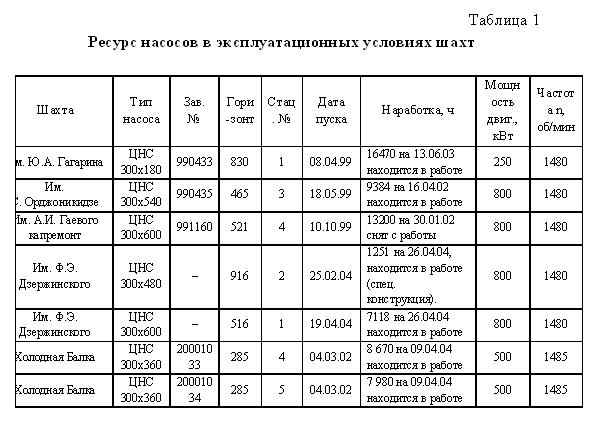
В результате внедрения указанной технологии и применения мате-риалов для деталей сопряженных пар проточной части насосов в сочетании с синфазной сборкой срок службы насосов в среднем составляет от 14 тыс. до 16 тыс. часов в связи с резким уменьшением износа как кольцевых меж-ступенных щелевых уплотнений, так и втулок гидрозатвора и разгрузки. Причем важнейшим фактором, отражающим уровень и значимость пред-ложенных решений, является то, что даже после капитального ремонта на-сосов в чугунном исполнении с применением технологий лаборатории шахтного водоотлива НИИГМ имени М. М. Федорова срок службы их зна-чительно возрос (табл.1).
Узел компенсации осевой нагрузки. Одним из узлов насосных аг-регатов, определяющих надежность и долговечность машины в целом, яв-ляется узел компенсации осевой нагрузки. По предложенной и внедренной технологии кольца разгрузочного узла (конструктивно исполненные как съемные – подвижное и неподвижное) изготавливаются из сталей мартен-ситового или коррозионно–мартенситового класса типа 40Х13, 95Х18, 9ХВГ, 25Х13Н2 ГОСТ 5632-72 с объемной закалкой до твердости 58…64 HRCэ. В особо ответственных случаях кольца разгрузки можно подвергать химико-термической обработке (борирование, нитрогазоцементация, ион-ное азотирование и т.д.) для получения твердости HRCэ 64…68. Кроме то-го применение таких сталей гарантирует высокую коррозионную стой-кость и износостойкость колец.
Диск в сборе балансируется статически или в динамическом режиме [2]. Корректировка дисбалансной массы допускается сверловкой с торце-вой поверхности диска разгрузки. Допускаемая неуравновешенность после балансировки и корректировки массы не более 600 (для насосов ЦНС 300).
В дополнение к вышеуказанным технологическим мероприятиям в НИИГМ имени М. М. Федорова разработаны и внедрены конструктивные усовершенствования, резко увеличивающие срок службы узла разгрузки. Кроме того, созданные оригинальные устройства контроля разбега ротора со световой индикацией позволяют отслеживать изменение зазора между кольцами без остановки агрегата и оперативно вносить коррективы в рабо-ту узла разгрузки.
В совокупности при применении предложенного комплекса меро-приятий удалось достичь увеличения срока службы колец разгрузки и узла компенсации в целом до 3-4 тыс. часов. Известны случаи, когда за 12 тыс. часов (табл. 1) смена колец разгрузки была произведена всего два раза.
Вал насосного агрегата. Вал насоса является основным несущим элементом агрегата, от надежности и долговечности которого во многом зависит ресурс машины. Обеспечение прочности его напрямую связано с величинами крутящего момента, передаваемого поперечным сечением, крутильной жесткостью и критическим числом оборотов, при котором мо-жет наступить его разрушение. Общепринятые установки о равенстве кри-тического числа оборотов для валов насосов ЦНС 300-600 nкр= 1730 об/мин не правомерны из-за конструктивных особенностей насосов.
Вал насоса изготавливается из сталей конструкционных, легирован-ных типа 40ХН, 40ХС, 45Х,60С2 ГОСТ 4543-84 или сталей коррозионно-стойких мартенситного класса типа 20ХН3А, 20ХГТ и т.д. ГОСТ 5950-73 с естественным старением в течение 45 дней и упрочнением поверхности пластическим деформированием цилиндрическими роликами с бомбини-рованием [3]. Обработку производят в центрах с установкой в обязатель-ном порядке подвижного и неподвижного люнетов. Пластическое дефор-мирование производят на проход к концам вала на всех поверхностях без исключения.
При такой обработке происходит упрочнение поверхностных слоев за счет формоизменения кристаллитов в направлении главной оси дефор-мации, создание сжимающего напряжения на поверхности и, как следст-вие, повышение усталостной прочности. Повышению прочностных свойств способствует также более фрагментированное строение мартенси-та, образовавшегося в результате пластической деформации. Кроме того, повышение чистоты обработки поверхности вала резко снижает количест-во концентраторов напряжений во впадинах гребней шероховатости, что также увеличивает усталостную прочность валов после пластической де-формации.
В совокупности такой технологический подход при увеличении дол-говечности ротора насоса уменьшает коррозию поверхности вала и соот-ветственно «прикипание» к нему рабочих колес, улучшает ремонтопри-годность машины. С этой целью дополнительно в рабочих колесах спро-филированы винтовые канавки на посадочных поверхностях с наполните-лем, способствующим демонтажу колес с вала, уменьшению или исключе-нию перетекания рабочей среды по валу через зазоры между колесом и ва-лом. Вал перед сборкой должен быть проверен на овальность, конусность и биение. Допускаемые отклонения геометрической формы и относитель-ного положения поверхностей должны соответствовать техническим тре-бованиям чертежа вала для каждого типа насосов. Резьбовые поверхности валов должны быть подвергнуты консервации перед сборкой и изоляции от внешней среды защитными колпачками. На резьбе не допускаются за-боины, вмятины, заусеницы. Перед сборкой резьбовые поверхности долж-ны быть расконсервированы и проверены калибрами.
Корпусные детали насосов. Крышки всасывания и нагнетания для всех типов насосов должны обрабатываться после торцевания баз крепле-ния (являющихся также технологическими, установочными и измеритель-ными базами). Для обеих крышек обязательно совпадение высоты от опорной плоскости до геометрического центра посадочных гнезд втулок гидрозатвора и разгрузки. Допуск на указанный размер не должен быть более 0,5 мм для насосов типа ЦНС 300, 180, 60.
Кронштейны насоса должны быть изготовлены с одного установа. Несоосность оси отверстия подшипникового гнезда относительно поса-дочной поверхности в крышке всасывания и нагнетания не более полови-ны допуска на сопрягаемый посадочный диаметр. По рекомендации лабо-ратории шахтного водоотлива НИИГМ имени М. М. Федорова наружный диаметр обоих кронштейнов увеличен с 250 до 270 мм. Это привело к уве-личению срока службы кронштейнов и их ремонтопригодности. Посадоч-ное гнездо подшипника кронштейна необходимо усилить стальной втул-кой с обработкой внутренней поверхности под наружную обойму подшип-ника с одного установа.
Сборка шахтных корпусно–секционных машин. Сборка корпусно-секционных центробежных насосов как технологическая операция являет-ся завершающим этапом, характеризующим и отражающим точность и ор-ганизацию технологического процесса изготовления деталей и узлов.
Переход на штампо-сварные рабочие колеса позволяет получать ми-нимальные начальные и остаточные дисбалансы (нормируемые ГОСТ 22061-76) и после динамической балансировки и организовывать селек-тивную и синфазную сборку насосов, что в итоге приводит к снижению вибронагруженности и увеличению ресурса агрегата.
Сборка ротора насосов по предложенной технологии осуществляется двумя методами: 1) селективно с учетом веса колес и остаточной статиче-ской неуравновешенности; 2) с применением синфазной комплектации пар колес на валу по данным, полученным в результате балансировки в дина-мическом режиме, с учетом остаточной динамической неуравновешенно-сти [5].
Примером массового использования насосов в шахтном водоотливе является переоснащение всего водоотлива шахты им Ф.Э. Дзержинского ГП «Дзержинскуголь» насосами на рабочих колесах штампо-сварного ис-полнения конструкции НИИГМ имени М. М. Федорова. В настоящее вре-мя при наличии трехступенчатого водоотлива наиболее нагруженный го-ризонт - 516 м (5 насосных установок ЦНС 300-600), также горизонт 916 (3 насосные установки ЦНС 300-480) и горизонт 1146 м. (2 насосные уста-новки ЦНС 300-300 и 3 ЦНС 180-340) полностью переведены на насосы указанной технологической постройки. Важным фактором при эксплуата-ции насосов и обеспечении их ресурса является их качественное обслужи-вание и профилактика. Высокая интенсивная нагрузка требует соответст-вующего технического контроля и обслуживания насосного парка, что в целом имеет место на водоотливе шахты им Ф.Э. Дзержинского.
Обеспечению надежности и долговечности не только насосной уста-новки, но и всего водоотливного комплекса способствуют организация мероприятий по очистке водосборника, работоспособность таких важных составных частей водоотлива как приемные клапана, заливочные насосы, обратные клапана, гасители гидравлического удара. Разработанные НИИГМ имени М.М. Федорова гасители прямого гидравлического удара не только защищают шахтные трубопроводы от разрыва, но и оберегают насосы от повреждений. Предложены оригинальные конструкции гидроэлеваторов на основе турбогидропривода с внедрением экспериментальных образцов на шахте имени Ф.Э. Дзержинского ГП «Дзержинскуголь».
Анализ вариантов организации групповых водоотливных комплексов (ГРВК) на закрывающихся шахтах и опыт эксплуатации используемых при этом технических средств показал, что наиболее приемлемым с экономической точки зрения является применение для них погружных средств откачки. Приведенные технические решения и технология изготовления проточной части применена для насосов погружного типа, используемых на водоотливе закрывающихся шахт.
Особенностью деталей погружных насосов - лопаточных отводов, рабочих колес обоих типов (как радиальных, так и диагональных) является изготовление их с пространственным облопачиванием. Рабочие колеса (чугунные или бронзовые литые) - с улучшенной гидродинамикой проточной части. Динамическая балансировка рабочих колес производится на специальном стенде с минимизацией вибросмещений до 4- 5 мкм, что позволяет организовать синфазную сборку погружных насосных агрегатов и резко снизить их вибронагруженность. Подпятник насосов рекомендовано изготавливать в виде сегментного подшипника с использованием - графитофторопласта. Применение в качестве сегментного подпятника графитофторопласта позволило в два раза увеличить срок службы этого узла. На заводе спроектирован и изготовлен стенд для ресурсных испытаний подпятников с применением различных материалов.
По данным ГК «Укруглереструктуризация» в настоящее время на водоотливных комплексах закрывающихся шахт, оборудованных погруж-ными насосными агрегатами, находят применение погружные насосы с производительностью 200 - 400 м3/час и напорами 300-500м, но возможно применение агрегатов с производительностью 600 м3/час и напором до 600м. То есть указанный диапазон подач и напоров может составить базу для параметрического ряда погружных насосов для отрасли.
Большую роль в улучшении качества обслуживания созданных оте-чественных шахтных насосов горизонтальной и вертикальной компоновок и отработки технологии их производства, сборки и ремонта играет органи-зация специализированных центров по подготовке и переподготовке меха-ников шахтного водоотлива, как сделано это при отраслевом Учебном цен-тре НИИГМ имени М. М. Федорова по охране труда и эксплуатации шахт-ного стационарного оборудования. Такой путь является наиболее рацио-нальным, если не единственным, для обеспечения высокого уровня обслу-живания и эксплуатации шахтных водоотливных установок.
Литература.
1. Алиев Н. А. Динамические аспекты технологической стратегии произ-водства высокоточных рабочих колес центробежных многоступенчатых шахтных насосов.// В сб. научн. трудов НИИГМ имени М.М. Федорова «Проблеми експлуатації шахтних стаціонарних установок». – Вып. 95. - Донецк, 2002. – С. 67-82.
2. Алиев Н. А. Технологическое обоснование методики сборки многосек-ционных шахтных насосов // Наукові праці Донецького національного технічного університету. - Серія: гірнично - електромеханічна.- Вып. 51. – Донецк, 2002. – С. 3 - 9.
3. Алиев Н. А. Технологические особенности увеличения ресурса ди-намических насосов. \\ Международный сборник научных трудов. Прогрессивные технологии и системы машиностроения. - Донецк, 2001. Вып. 16 - с. 9-18.
4. Алиев Н.А., Эфрос Б.М. Повышение эксплуатационных свойств новых материалов. // Международный сборник научных трудов. Прогрессив-ные технологии и системы машиностроения. - Донецк, 2001. – С. 3-9.
5. Алиев Н.А., Бондарь Ю.В., Исаев А.Е. Технология и методика изготов-ления и сборки многосекционных шахтных насосов горизонтальной и вертикальной компоновки малой вибронагруженности // Международ-ный сборник научных трудов. – Прогрессивные технологии и системы машиностроения. – Вып. 24. – Донецк, 2003. – С. 3-12.