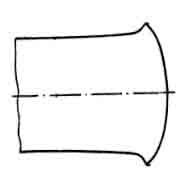
AbstractTheme of final work: Development of new method of rolling of thick leaves with the preliminary wringing out of butt ends of slub on a pressYureyko A.Materials on the theme of master's work: Links | Report about the searchEmail: yureyko@gmail.com , yureyko@rambler.ru INTRODUCTIONSteel thick sheet (a thickness more than 4 mm) is made on one and two rolling mills which are located in one or two lines, semicontinuous and continuous rolling mills and rolling mills of the special construction (for example, planetary), in the hot state. A thick sheet is done with an interval by 0,5 mm (thickness 4-6 mm), 1,0 mm (thickness 6-30 mm), 2,0 mm (thickness 30-60 mm), 2,0-5,0 mm (a thickness more, than 60 мmmм). Length of steel thick sheet has sizes, multiple 100 mm, but must make no less, what 1200 mm. The prepared sheet is cut on necessary a customer length Considerable part of steel thick sheet is rolled from carbon and low-alloy steel. An initial purveyance for thick sheet rolling mills are slabs: rolled on slabbers or got a continuous teem on the options of continuous teem of slabs. Slab it is a purveyance of rectangular section a thickness approximately 60 – 300 mm and breadthways от 500 to 2000 mm. Length of slab can achieve 12000 mm, but, as a rule, they have less length. 1 LACKS of ROLLING of THICK SHEETSIn our time, in the conditions of hard competition between metallurgical enterprises, a question about upgrading products and diminishing of its prime price costs sharply. In the production of thick sheets it, above all things, improvements of form of the rolled sheets in a plan and diminishing of eventual clipping. At rolling of sheets on thick sheets rolling mills the form of roll is distorted от rectangular: at rolling in cages considerable contact broadening, which unevenly spreads both on a width and on length of roll, develops with the vertical rollers. At the further rolling in cages with the horizontal rollers it results in intensive additional broadening, and as a result a roll has the narrowed ends. At rolling in cages with the horizontal rollers the ends of roll get fan-shaped broadening, and the front end of roll is acquired protuberant form (picture 1.1). Such form of ends appears both after broach and after laying out of width. At such distortion of form of roll considerable part of metal goes to clipping. A very large operating (1,2-1,25 is evened on some enterprises) of metal ratio compels to search various technological and technical facilities of improvement of form of sheet.
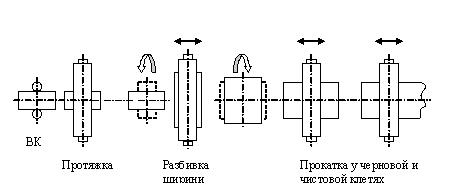
Picture - 1.1 Distorted end of roll 2 WAYS of IMPROVEMENT of FORM of SHEETOn an action all facilities of improvement of form of sheet can be divided into two groups: correctings and compensating. Correctings facilities - it such, which influence on the form of roll after rolling or in the process of rolling of him in a draft cage. To this group attribute : rolling in an universal cage; preload on a press which is set after a draft cage. The example of the first method is rolling of universal bar – the vertical rollers take off lay-by and allow to get the bar of the set width with a rolled edge. The second example is a production of flags with rolled edges (in this case two cages - with the horizontal and vertical rollers work as an universal cage). 2.1 Rolling with broachCompensative facilities is such, at which such shape is given an initial purveyance to rolling in a draft cage which would allow to compensate the undesirable changes of form of rolls during the subsequent rolling. To compensating facilities of improvement of form attribute: broach; preload of butt ends of slab; variable preload of slab on all length in a cage with the vertical rollers or on a press. Now distribution was got by compensating facilities as most progressive. The technological mean of improvement of form of sheet in a plan is rolling of him in a cage with the horizontal rollers with broach. Introduction of broach allows to get a roll with the fan-shaped form of ends. At the further laying out of width the got form of roll compensates barrel shape which certainly arises up during such operation, and the form of sheet is improved. The results of researches show that for the receipt of rolls with a form near to rectangular, it is necessary that the coefficient of extraction at broach equaled the coefficient of extraction at laying out of width, therefore this chart has failing – at rolling it is necessary to diminish length of slab, that diminishes the productivity of stoves of heaters and figure substantially. A chart is resulted on a picture 2.1.
Picture 2.1 - Rolling with broach 2.2 A variable preload is in a vertical cagePositive influence on the form of roll renders the variable preload of roll in a cage with the vertical rollers. At such method of rolling the front and back ends of slab wring out less, than his middle part, that is achieved by the change of distance between the vertical rollers in the process of rolling by a screwdown arrangement on the special, preliminary expected program (a chart is resulted on a picture 2.2). The use of method allows to reduce the expenses of metal on 2-2,2 %. 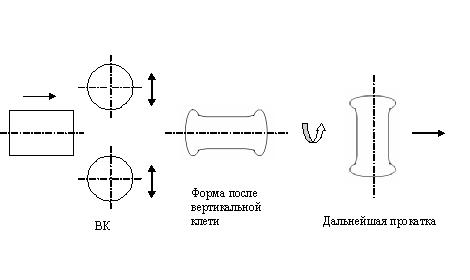
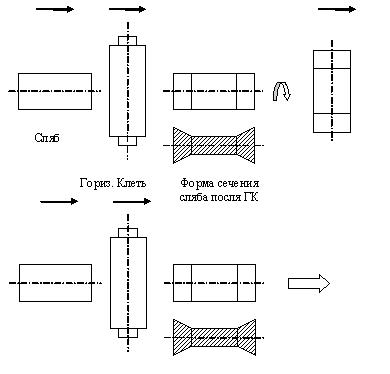
Picture 2.2 - Rolling with a variable preload in a vertical cage 2.3 Rolling with variable deformation in the horizontal rollersFor the improvement of form of butt ends use the method of rolling, at which in the first passage-way (in a cage with the horizontal rollers) conduct slabbing with variable deformation. Such deformation is carried out by moving of horizontal rollers in a vertical plane, here relative preloads in middle part of slab on 0,5-20 % more than on ends at a capture and reject of slab. At the longitudinal chart of rolling the longitudinal axis of slab in the first admission (with variable deformation) is perpendicular the axis of the prepared rental, and at transversal - coincides with the axis of the prepared roll. The value of variable preload concernes the type of mill, sizes of slabs and prepared rolls, mode of preload, profiling and actual type of rollers. After a variable preload a roll has a concave form of crossrunner. Then a roll is turned over and roll to the eventual thickness. This method allows in once or twice to decrease length of uneven ends and eventual clipping. The chart of process is resulted on a picture 2.3.
Picture 2.3 - Rolling with variable deformation in the horizontal rollers 2.4 Chart with the preload of butt ends of rollThe improvement of form of sheet and diminishing of expenses of metal is achieved the use of transversal chart of rolling with the rational preload of butt ends of roll in the vertical rollers от 0 to 25-45 mm before laying out of width. This method allows to reduce the expenses of metal (due to diminishing of lateral and butt-end broadening) to 30 kg/t. CONCLUSIONSA few substantial failings have all considered methods: setting of new vertical cage in the stream of figure as a rule is laboured or in general impossible, financial expenses on setting of such equipment are extraordinarily high. Therefore on the rolling mills of sheets, which are not equipped a vertical cage, it is suggested to dispose before a draft cage a press for the preload of butt ends of slabs. Setting a press in place of cage with the vertical rollers allows to remove expenses on the system of automation which would it was be set on a cage with the vertical rollers. Also a press will considerably simplify the terms of work of operator of cage. This press must have which a firing-pin consists of a few mobile parts which will provide multiplying a preload on the corners of slab. The chart of preload is resulted on a picture 2.4. Effect on the decline of expenses of metal it is possible to expect no less, what at the preload of butt ends of slab in a vertical cage.
Picture 2.4 - Chart of forming at a preload on a press (gif-animation, 6 shots, volume of 40 kb) |