В настоящее время на доменных печах в качестве заменителей дорогостоящего и дефицитного кокса используют дополнительное топливо, в частности твердое — пылеугольное. Эффективность использования пылеугольного топлива в доменной плавке в значительной мере зависит от равномерного распределения вдуваемого топлива по фурмам доменной печи.
ДВследствие неодинакового гидравлического сопротивления отдельных транспортных трубопроводов, а также разного (неременпого) противодавлсния в отдельных фурменных зонах создаются предпосылки для неравномерного распределення угольной пыли, по фурмам доменной печи. Известно, что дополнительные топлива (природный газ, мазут, пылеуголыюе топливо) эффективны только в определенном количестве, выше которого они оказывают отрицателыюе влняние на работу доменной печи или отдельных фурм.
При исравномерном распредслении уголыюй пылн иа одни фурмы может поступать в несколько раз больше пыли, чем иа другие, что приведет к неудовлетворительной работе отдельных фурм доменной печи. Это особенно важно при вдувании значительных количеств угольной пыли, близких к максималбным, поскольку при неравномсрном распредслении уголыюй пыли по фурмам на отдельных фурмах, где поступление пыли выше среднего, будет сказываться отрицателыюе влияние излишнего количества дополнительного топлива.
Для дозирования пылеугольного топлива па Донецком металлургическом заводе использован аэрационный питатель с одной или песколькими боковымп выдачами материала, который позволяет выполнить разводку транспортных трубопроводов по системе питатель—фурма и дозировать пылеуголыюе топливо индивидуально на каждую фурму. Автоматизация работы аэрационных питателей позволила значитсльно повысить точность распределения пылеугольного топлива по фурмам.
Испытания аэрационного питателя в производственных условиях ноказали, что производнтельность его зависит от расхода воздуха на транспорт на данном питателе [1].
На основе полученных зависимостей нами разработана и испытана в производствснных условиях схема автоматического контроля и регулирования производительности аэрациониых пнтателей. На рис. 1 представлсна схема астоматического контроля и рсгулирования установки для вдувания пылеугольного топлива в доменную печь при применении аэрационного питателя с двумя боковыми выдачами.
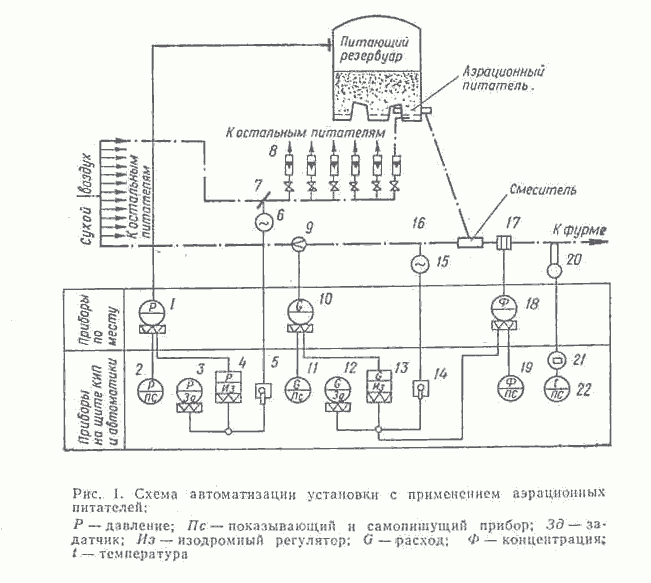
Общая производительность питателей поддерживается схемой автоматического контроля и регулирования давления в питающем резсрвуаре 1-7. ]Іричем воздух в питающий резервуаре подается через решетки аэрационных питателей и контролируется с помощыо ротаметров РС-5 типа 8.
Регулирование производительности отдельных питателей (или их выдач) осуществляется изменением расхода транспортного воздуха на данном питателе с использованием сигналов для электронного регулятора от расходомера воздуха и концентратомера угольной пыли (9—19). Контроль движения угольной пыли по фурмам осуществляется с помощыо термопары типа ХК, установленной на транспортном трубопроводе, и многоточечного регистратора типа КСП-4 (20—22) [1].
В качестве приборов для измерения расхода и давления (1, 2, 10, 11) использована ферродинамическая аппаратура, выпускаемая Харьковским заводом КИП. Для регулирования давления и концентрации применен регулирующий прибор типа РП-2 (4, 13), позволяющий формировать различные законы регулирования [2].
Контроль концентрации пылеугольного топлива осуществлен с номощыо радиоизотопных или емкостных концентратомеров (17—19) [1]. Концентратомеры имеют унифицированный выходной сигнал постоянного тока 0—5 мА для использования в системах автоматического регулирования.
Регулирующий орган (7,16) выполнем в виде дроссельной заслонки с условным проходным диаметром 20 мм и позволяет изменять расход воздуха в пределах от 20 до 100 м3/ч. Статическая характеристика регулирующего органа показа, на на рис. 2. Зависимость расхода воздуха от положения дросселя имеет линейный характер.

Схема регулирования давлсния является типовой и широко применяется во многих отраслях промышленности, поэтому ее реализация не вызывает затруднений. В настоящее время схема смонтирована и более года находится в экснлуатации. При этом давление в питающем резервуаре регулирустся с точностыо ±0,1 кгс/см2, что позволяет поддерживать производителыюсть установки на заданном уровне и в случае необходимости изменять ее в широком диапазоне.
Представляет интерес более подробное рассмотрение схемы автоматического регулирования концентрации пылеуголыюго топлива, поступающего на отдельные фурмы доменной печи. Система регулирования является двухкоптурной (рис. 3).

Для выяснения работоспособности системы автоматического регулирования концентрации определим передаточные функции регулятора и объекта регулирования по каналам нзменения концентрации и расхода воздуха, причем последние могут быть определены из динамических характеристик объекта регулирования, полученных экспериментально.
Динамические характеристики объекта регулирования по каналам изменения концентрации и расхода воздуха показаны на рис. 4. По динамическим характеристикам методом площадей [3] определим передаточные функции объекта регулироваиия по каналаы изменения концентрации и расхода воздуха:


С целыо уменьшеиия статической погрешности регулирования выбран астатический регулятор с ПИ-законом регулирования. Передаточная функция его имеет вид:


Расчет параметров настройки выполнен по методике, предложенной в работе [4]. Для нашего случая параметры настройки регулятора равны Кр=0,53% хода регулирующего органа кг/м3; ТИ = 4 с. Подставив полученные параметры настройки регулятора в уравнение (3), получим выражение для передаточной функции регулятора:


Подставим в формулы (1), (2), (4), (5) значения Р построим амплитудно-фазовые характеристики разомкнутой системы рсгулирования коицентрации и отдельных контуров по каналу регулирования концентрации и расхода воздуха (рис. 5), Из рисунка видно, что разомкнутая система по каналу регулирования концентрации структурно неустойчивая, поскольку амплитудно-фазовая характеристика ее (рис. 5, а) охватывает точку с координатами —1; 0. Применение дополнитёльного контура регулирования с использованием промежуточной величины (расхода воздуха) делает систему устойчивой со значительным запасом устойчивости как по модулю С=0,64, так и по фазе (рис. 5, в).
Приведенный анализ двухконтурной системы автоматического регулирования концентрации по фурмам доменной печи показывает, что с целью повышения качества регулирования необходимо использовать сигналы по изменению концентрации и расхода воздуха.
Описанная система испытана в производственных условиях в течение нескольких месяцев на установке Донецкого металлургического завода при работе ее на одном из аэрационных питателей. На рис. 6 представлен участок диаграммы, характеризующий работу системы. Из рисунка видно, что при отключенной системе автоматики концентрация изменяется в широком диапазоне — от 2 до 20 кг/м3. При работе же системы автоматического регулирования отклонение концентрации составляет рколо ±1 кг/м3, что соответствует ±5% от верхнего предела шкалы концентратомера. Полученная точность регулирования удовлетворяет требованиям технологии вдувания пылеугольного топлива в доменную печь.
В настоящее время описанные схемы автоматизации аэрационных питателей используются при проектировании промышленных установок для вдувания пылеугольного топлива в доменную печь. Широкое внедрение схем автоматики аэрационных питателей на промышленных установках позволит повысить эффективность применения пылеугольного топлива в доменном производстве на 10—20% за счет вдувания дополнительного толлива и дополнительного снижения расхода кокса.
Ярошевский С. Л. Применение пылеугольного топлива для выллавни чугуна. Киев, «Техніка», 1974. 187 ст.
С в и р и д о в Ю. А. — «Бюл. ин-та «Черметинформация», 1970,№ 17, с. 49-50.
Симою М. П. — «Автсшатика и телемеханика», 1957, №6,с. 515—525.
Широкий Д. К., Куриленко А. Д. Расчет параметров промышленных систем регулирования. Киев, «Техніка», 11972. 250 с.