Актуальность. Дальнейшее развитие процесса непрерывной разливки стали связано, в первую очередь, с решением ряда принципиальных вопросов:
- увеличение размеров поперечного сечения непрерывнолитых слябов, учитывая имеющуюся потребность в производстве одношовных труб диаметром до 1420 мм;
- сокращение цикла производства;
- повышение качества металла и его однородности;
- уменьшение отходов металла, и т.д.
Одной из технологических составляющих процесса непрерывного литья слитков, оказывающей существенное влияние на качество готовых изделий, является процесс загиба и разгиба последних на стадии неполной кристаллизации. Вопросы, связанные с его дальнейшим изучением, несомненно имеют актуальный характер, особенно в свете возрастания габаритных размеров исходного непрерывнолитого сляба.
Цель работы. Исследование закономерностей процесса упругопластического загиба и разгиба непрерывнолитого сляба на стадии неполной кристаллизации.
Объект исследования. Процесс упругопластического загиба и разгиба непрерывнолитого сляба на стадии неполной кристаллизации.
Задачи исследования:
- выполнить экспериментальное исследование влияния управляющих факторов процесса на возникающее напряжено-деформированное состояние в процессе упругопластического изгиба и разгиба непрерывнолитого сляба;
- с использованием методов физического моделирования реализовать планируемый эксперимент;
- исследовать особенности результирующего формоизменения и характер деформированного состояния физических моделей в зависимости от выбранных факторов;
- исследовать напряжённое состояние на боковой поверхности непрерывнолитого сляба.
Классификация и анализ технологических схем загиба и разгиба слябов. Упругопластический изгиб и разгиб непрерывнолитого сляба производится на вертикальных (изгиб и разгиб после завершения кристаллизации), радиальных и криволинейных МНЛЗ (изгиб и разгиб при наличии жидкой сердцевины либо разгиб после полной кристаллизации).
При этом системы разгиба непрерывнолитого сляба подразделяются на:
- выпрямляющие в нескольких точках;
- системы непрерывного выпрямления.
Примером системы с выпрямлением в нескольких точках служит система разгиба сляба фирмы Маннесманн в городе Хукингене (Германия). Слябы проходят последовательно три участка с радиусами 6,6, 9,9 и 19,6м. Сляб имеет жидкую сердцевину.
Тянуще-выпрямляющие системы Фирмы Конкаст (Швейцария) подразделяются по маркам разливаемых сталей:
- стали, обладающие высокой прочностью при повышенной температуре, которые разливаются с относительно низкими скоростями. Слитки, в этом случае, могут быть выпрямлены только в полностью затвердевшем состоянии;
- стали, имеющие среднюю прочность при повышенной температуре, которые разливаются с большими скоростями и могут быть деформированы при наличии жидкой сердцевины в зоне разгибания слитка;
- стали, имеющие низкую прочность при повышенной температуре, которые разливаются с большими скоростями. Слитки, в этом случае, могут быть выпрямлены при наличии жидкой сердцевины.
Системы загиба и разгиба классифицируют по типу механизма перемещения и прижима роликов и количеству роликов в одной секции.
Параметры участков загиба и разгиба можно разделить на энергосиловые, геометрические и деформационные.
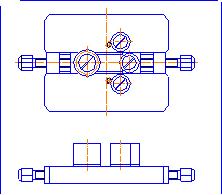
Эксперимент. В ходе проведения лабораторного эксперимента планируется осуществить физическое моделирование процесса загиба и разгиба непрерывнолитого сляба, отливаемого на МНЛЗ №5 и №3 ОАО МК "Азов-сталь". Параметры об'екта моделирования принимали следующие значения:
- разливаемое сечение сляба 220*1250мм;
- диаметры опорных роликов: приводных - 250 и 300 мм, неприводных - 230 мм.
Схема лабораторной установки показана на рисунке.
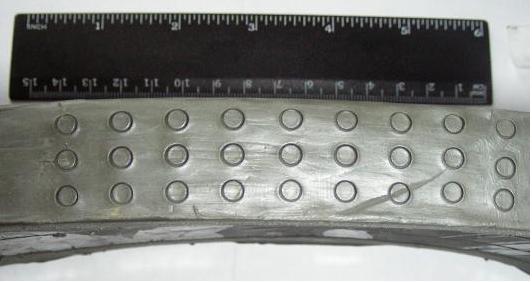
Полученные результаты. Итогом обработки первичной информации, полученной при помощи метода координатных сеток, являются зависимости как динамики интегрального накопления сдвиговой деформации dр на различных участках боковой поверхности физической модели, так и параметров напряжённого состояния, характеризуемого величиной (d/Т)ср.
http://www.masters.donntu.ru/2005/fizmet/nikolnikova/library/1.htm - непрерывная разливка стали на слябы
http://www.039.help-rus-student.ru/text/063.htm - непрерывная разливка стали
http://www.nppsm.ru/CastingSteel.php - история развития и современное состояние непрерывной разливки стали
АВТОРЕФЕРАТ | АВТОБИОГРАФИЯ | ЭЛЕКТРОННАЯ БИБЛИОТЕКА | ПОЛЕЗНЫЕ ССЫЛКИ | | ДонНТУ | ПОРТАЛ МАГИСТРОВ |