Из литературы известно, что наиболее эффективными, по метало сбережению, способами прокатки толстых листов являются способы основанные на управлении формы раскатов в плане путем обеспечения неравномерного обжима по ширине раската в последнем поперечном проходе при разбивке ширины перед кантовкой, или по длине в последнем продольном проходе протяжки сляба перед кантовкой и разбивкой ширины. Однако внедрение этих способов нуждается в использовании дорогих скоростных гидро устройств натисков и АСУ ТП.
Неравномерный обжим по ширине раската можно реализовать и путем оперативного изменения формы между валкового зазора как перед (в паузе) так и во время прохода.
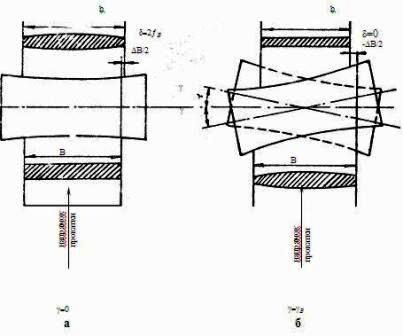
При скрещивании цилиндрических валков зазор будет иметь вогнутую форму, вытяжка посреди ширины будет больше чем по кромкам, а форма предварительно ровного торца раската будет выпуклой. Диапазон изменения формы зазора можно увеличить путем скрещивания гиперблоидних валков. Форма между валкового зазора не скрещенных гиперболоидних валков будет выпуклой. Форма предварительно ровных концов розкату после обжима в таких валках будет вогнутой, а предварительно вогнутых – стримиться к ровной. При скрещивании валков форма зазора будет изменяться от выпуклой к ровной, а дальше – к вогнутой. На рис. 1. показано влияние формы между валкового зазора на форму переднего конца раската.
Наиболее еффективным, на наш взгляд, является способ управления формы концов розката в плане (при прокатке толстых листов) основанный на изменении по проходам формы межвалкового зазора в черновой клети дуо или кварто путем скрещивания только рабочих валков или в парах с опорными. Скрещивание цилиндрических валков обеспечивает вогнутую форму межвалкового зазора. Прокатка в таких условиях неустановившаяся т. е. возможно смещение раската с оси прокатки. Для расширения при скрещивании валков диапазона изменения формы межвалкового зазора от вогнутого к выпуклому предложили использовать гиперболоидные рабочие валки .
Относительная разнотолщинность по ширине раската на выходе из гиперболоидных валков такая
 (1)
(1) (2)
(2)
где ,
, - угол разворота осей валов и угол между образовывающей гиперболоида и его осью, рад;Rр – радиус рабочего вала, мм;fв– необходимая вогнутость бочки вала (на радиус), мм;Lmax – максимальная длина раската при разбивке ширины, мм
- угол разворота осей валов и угол между образовывающей гиперболоида и его осью, рад;Rр – радиус рабочего вала, мм;fв– необходимая вогнутость бочки вала (на радиус), мм;Lmax – максимальная длина раската при разбивке ширины, мм
При развороте осей верхнего и нижнего валов на угол = межвалковый зазор будет иметь прямолинейную форму. Если оси валков будут параллельными(=0) то межвалковый зазор будет иметь форму с максимальной выпуклостью ровной 2 fв .При угле разворота > межвалковый зазор принимает вогнутую форму. Способ прокатки позволяет регулировать как ширину, так и форму раскатов в плане (Рис. 1.). Причем регуляция формы раскатов при прокатке толстых листов следует осуществлять при разбивке ширины, когда изменение длины раската не так важна. Лабораторные исследования показали, что для осуществления относительной неравномерности обжимания по ширине до 0,05 при толщине грохота 100 мм и его ширине (длине) 2000 мм рабочий угол скрещивания должен составлять 5 град. Скрещивание валов следует проводить в паузы между проходами.