| ДонНТУ | Портал Магистров |
 |
Таха Й Тарафа |
|
АВТОБИОГРАФИЯ БИБЛИОТЕКА ССЫЛКИ ОТЧЕТ О ПОИСКЕ МОЯ РОДИНА- ИРАК |
АВТОРЕФЕРАТ
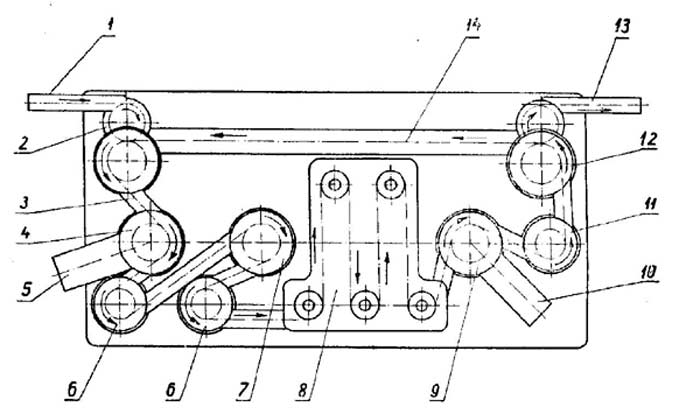
Потребность в сборочных процессах появилась в глубокой древности, когда человек начал создавать первые орудия труда, способные облегчить, стоящие перед ним задачи по выживаемости, а также частично или полностью заменить функции человека. В процессе эволюции сборочные процессы непрерывно усложнялись и совершенствовались, что явилось основой к созданию станков-автоматов сборки. Первые станки-автоматы сборки изделий появились в прошлом веке. В настоящее время автоматизация сборочных процессов достигла более высокого уровня, однако анализ современного состояния показывает отставание в развитии сборочных процессов от заготовительных и механообрабатывающих операций. Требования повышения производительности производства изделий предполагает автоматизацию всех входящих в них элементов, включая и операцию сборки. Уровень операций автоматизации сборки не превышает 6%. Учитывая высокий удельный вес операций сборки в общем объеме производства (25-40% в общем машиностроении), повышение уровня их автоматизации остается актуальным в настоящее время Вопросу автоматизации сборочных процессов посвящены работы ученых: М.С. Лебедевского , А.И. Федотова , Т.Э. Кладе , К.Я. Муценека , Л.И. Беловского , А.А. Гусева , В.В. Косилова , Н.В. Захарова , И.А. Клусова , Н.П. Новикова , П.И. Алексеева , Л.Н. Кошкина , А.Н. Рабиновича , Н.И. Шерешевского , В.А. Яхимовича ; иностранных ученых: У.Б. Хегинботама, Дж. Холлингама, Дж. Мортимера Б. Ракса, М. Гиннеса, И.К. Бояджиева ... На базе исследований указанных авторов получены автоматические сборочные системы. Однако современные требования к производительности сборочных процессов и повышенные требования к собираемым узлам машин требуют перехода на качественно более высокий уровень автоматических технологических сборочных систем непрерывного действия. Этому вопросу и посвящена данная работа. 1.1. Анализ структуры технологических процессов автоматической сборки Технологический процесс автоматической сборки изделия состоит из следующих переходов: 1) загрузка сопрягаемых деталей в бункерные или другие загрузочные устройства и подача их в захватывающие, отсекающие, и подающие устройства в предварительно или окончательно ориентированном положении; 2) захват, отсекание и подача сопрягаемых деталей в ориентирующие и базирующие устройства сборочного приспособления; 3) ориентация с требуемой точностью относительного положения поверхностей сопрягаемых деталей на базирующих сборочных устройствах; 4) соединение и фиксация сопряженных деталей с требуемой точностью; 5) контроль требуемой точности относительного положения сопряженных деталей или сборочной единицы; 6) загрузка и транспортировка готовой сборочной единицы. При выполнении автоматической сборки изделий важнейшими элементами сборочного производства являются ориентация собираемых компонент в пространстве и подача их на позиции сборки, осуществляемые с помощью загрузочных устройств. В условиях автоматической сборки загрузочные устройства выполняют в виде самостоятельных узлов, органически связанных со сборочным оборудованием. В гибких производственных системах сборки наиболее эффективно использование бункерно-ориентирующих кассетных и магазинных загрузочных устройств по мере убывания. Одним из важнейших этапов автоматической сборки является ориентирование деталей с требуемой точностью относительного положения поверхностей сопрягаемых деталей на базирующих сборочных устройствах. При этом детали должны располагаться так, чтобы можно было легко осуществить их сопряжение при установленных допусках на размеры и относительные повороты сопрягаемых поверхностей. Этот этап является самым ответственным и от него зависит работоспособность сборочного оборудования и качество сборки. Структура и содержание составляющих этапа ориентирования собираемых компонент в пространстве и подачи их на позицию сборки определяется видом применяемого загрузочного устройства . Содержание составляющих этапов ориентирования компонент при использовании бункерно-ориентирующих устройств составляют перемещение собираемых компонент со специально отведенной площадки рабочего места сборки к загрузочному устройству; засыпка навалом компонент в бункер (предбункер); контроль минимального и максимального заполнения бункера (предбункер) компонентами; захватывание и поштучное отделение компонент из общей массы (с помощью механизма захвата); первичная ориентация компонент в пространстве (перевод из хаотического состояния в любое определенное и устойчивое); вторичная ориентация компонент в пространстве (перевод в определенное заданное положение); контроль правильности ориентации компонент; переориентация или сброс неправильно ориентированных компонент; входной контроль компонент; подача компонент в приемные лотки, контроль минимального и максимального уровней заполнения магазина (накопителя) компонентами; отделение одной (или группы) компоненты от общего потока компонент, находящихся в магазине (накопителе); подача на позицию захвата; захват и перемещение одной (или группы) компоненты на позицию сборки; контроль наличия и правильности положения в захвате. В содержание составляющих этапа ориентирования собираемых компонент в пространстве и подачи их на позицию сборки при использовании кассетных загрузочных устройств входят: перемещение собираемых компонент со специально отведенной площадки рабочего места сборки к загрузочному устройству; засыпка компонент навалом в бункер; контроль минимального и максимального заполнений бункера компонентами; предварительная ориентация компонент в пространстве; заполнение компонентами гнезд кассеты; контроль наличия компонент в гнездах и правильность их положения; переориентация или удаление неправильно ориентированных компонент в гнездах; контроль заданного уровня загрузки гнезд кассеты; фиксация и удержание компонент в гнездах кассеты; удаление оставшихся лишних компонент; дополнительная загрузка компонентами свободных гнезд кассеты; снятие загруженной кассеты с установки кассетирования; перемещение заполненной кассеты на позицию захвата; захват из кассеты и перемещение одной (или группы) компонент на позицию сборки; контроль наличия и правильности положения одной компоненты (или группы) в захвате. Гнезда кассеты заполняют деталями (кассетируют) с помощью вибрационных, пневматических, магнитных и лентомагнитных систем кассетирования и кассетирования с применением электрического поля и др. В кассетных загрузочных устройствах для накопления ориентированных в пространстве собираемых компонент служит кассета, из которой компоненты захватываются и попадают на позицию сборки. В зависимости от конструкции, размеров, массы и материала компонент загрузка кассет может осуществляться вручную или с помощью механизированных или автоматических устройств. В магазинных загрузочных устройствах для накопления ориентированных в пространстве собираемых компонент предназначен магазин (накопитель), из которого компоненты подаются на позицию захвата. В зависимости от конструкции, размеров, массы и материала компонент загрузка магазинов может осуществляться вручную или с помощью механизированных или автоматизированных устройств. Содержание составляющих этапа ориентирования собираемых компонент в пространстве и подачи их на позицию сборки при использовании магазинных загрузочных устройств являются: перемещение собираемых компонент со специально отведенной площадки рабочего места сборки к загрузочному устройству; захватывание и поштучное отделение компонент из общей массы; предварительная ориентация компонент в пространстве; укладка компонент на ориентирующие поверхности магазина; окончательная ориентация компонент в пространстве; контроль правильности ориентации компонент; переориентация или удаление неправильно ориентированных компонент; контроль минимального и максимального уровней заполнения магазина компонентами; отделение одной или (группы) компоненты от общего потока компонент, находящихся в магазине (накопителе); подача компоненты на позицию сборки; контроль наличия и правильности одной (или группы) компоненты в захвате. Загрузка с помощью адаптивных устройств позволяет обеспечить захват роботом собираемых компонент из навала; ориентирование компонент в пространстве и подачу их на позицию сборки в автоматическом цикле. Содержание составляющих этапа ориентирования собираемых компонент в пространстве и подачи их на позицию сборки с помощью адаптивных загрузочных устройств составляют: перемещение собираемых компонент со специально отведенной площадки рабочего места к загрузочному устройству; засыпка навалом компонент на место их захвата; подвод захвата адаптивного устройства к компонентам; определение с помощью датчиков (визуальных, тактильных и др.) положения в пространстве одного из компонент; соответствующая ориентация захвата относительно данной компоненты; захватывание и отделение одной компоненты из общей массы; предварительная ориентация компоненты в пространстве за счет соответствующих перемещений захвата; окончательная ориентация компоненты в пространстве за счет соответствующих перемещений кинематических звеньев устройства и захвата; подача компоненты на позицию сборки; контроль наличия и правильности положения компоненты в захвате. Базирование собираемых объектов зависит от технологии автоматической сборки, конструкции сборочного изделия и требований предъявляемых к ней, а также и от точности оборудования. Базирование собираемых деталей при автоматической сборке - это непрерывно меняющийся процесс, начиная от загрузочных устройств и заканчивая непосредственным сопряжением сборочных компонент. Задачей базирования является нахождение и применение наиболее простых и надежных схем базирования собираемых деталей, при которых обеспечивается выполнение условий собираемости деталей. В зависимости от построения сборочного оборудования базирование деталей на позиции сборки может производиться при вертикальном, горизонтальном и наклонном положении оси собираемых деталей. Выбор способа базирования зависит от конструкции собираемых деталей и сборочного оборудования необходимого усилия замыкания детали после базирования, характера и точности сопряжения. При сборке базовая деталь в большинстве случаев остается неподвижной относительно подвижных присоединяемых деталей. Собираемые детали могут базироваться как по сопрягаемым поверхностям, так и по вспомогательным . При этом наибольшее применение при базировании находят цилиндрические, плоские, резьбовые, конические и комбинированные поверхности. Реже используются сферические, керновые и ножевые поверхности. Конструктивные формы базирующих поверхностей собираемых деталей оказывают непосредственное влияние на выбор схемы базирующих устройств . В качестве установочных элементов базирующих устройств используются плиты, призмы, опоры, центры, цилиндрические или конические пальцы и оправки, угольники и др. Базовая деталь обычно зажимается в базирующем устройстве с помощью зажимных элементов в целях обеспечения необходимой ее устойчивости против возникающих в процессе сборки сил и моментов, стремящихся сместить ее. В ряде случаев базовая деталь может свободно устанавливаться в базирующее устройство, что позволяет упростить конструкцию базирующего устройства за счет исключения зажимных элементов и привода к ним. Расчет сил зажима базовой детали следует вести с учетом наибольших значений моментов. Базирующие устройства для присоединяемых деталей должны обеспечить возможность перемещения ее в направлении базовой детали. Содержание составляющих этапа базирования собираемых компонент на позиции сборки следующее : установка базовой компоненты в базирующее устройство (приспособление), центрирование базовой компоненты в приспособлении; фиксация базовой компоненты в приспособлении; контроль точности установки базовой компоненты в приспособлении; установка присоединяемой компоненты в базирующее устройство (приспособление), центрирование присоединяемой компоненты в приспособлении; фиксация собираемой компоненты в приспособлении, контроль точности установки присоединяемой компоненты в приспособлении. На выбор конструкции базирующих устройств оказывают влияние геометрическая форма, размеры, масса, физико-механические свойства материала собираемых компонент, способы подачи их в зону сборки, требуемая точность базирования, вид применяемого оборудования, вид применяемого сборочного оборудования и транспортного устройства. Наиболее эффективными в гибких производственных системах сборки являются программируемые универсально- переналаживаемые базирующие устройства. Технологическое подобие собираемых компонент в гибких производственных системах сборки на этапе базирования и выполнения процесса сборки определяются общностью применяемых способов базирования, установки и фиксации компонент, а также программирования и переналадки базирующих устройств . Точность относительной ориентации собираемых деталей, установленных в базирующие устройства, нередко может быть недостаточной для выполнения процесса автоматической сборки. В этом случае, когда ужесточение допусков на изготовление оборудования и собираемых деталей экономически не оправдается, применяются устройства относительного ориентирования, с помощью которых удается обеспечить необходимую точность относительной ориентации детали на сборочной позиции и их автоматическую сборку. В целях повышения относительного ориентирования собираемых деталей необходимо использовать принцип совмещения баз. Наиболее эффективными в гибких производственных системах сборки являются программируемые универсально- переналаживаемые и специализированные переналаживаемые ориентирующие устройства с направляющими. Технологическое подобие собираемых компонент в гибких производственных системах сборки на этапе их относительного ориентирования с необходимой точностью на позиции сборки определяется общностью применяемых методов относительного ориентирования, установки и фиксации компонентов, а также программирования и переналадки ориентирующих устройств. Следующим этапом в структуре технологического процесса автоматической сборки является этап сопряжения и закрепления собираемых компонент друг с другом. К требованиям технологичности конструкций собираемых компонент применительно к условиям их автоматического сопряжения и закрепления можно отнести технологичность соединений ; свободный доступ сборочного инструмента к местам соединений ; наличие конструктивных элементов, обеспечивающих заданную точность относительного расположения деталей в изделии ; наличие направляющих, облегчающих сборку, обоснованную шероховатость сопрягаемых поверхностей деталей, достаточную прочность материалов и защитных покрытий деталей, исключающую их повреждения; обоснованную точность размеров деталей и объекта сборки. На выбор конструкции исполнительных сборочных механизмов (устройств) влияют геометрическая форма и размеры (диаметр, длина, ширина, площадь) сопрягаемых поверхностей, характер посадки в сопряжении, виды движения рабочего органа и т.д. Наиболее эффективными в гибких производственных системах сборки являются программируемые переналаживаемые сборочные устройства модульной конструкции и сборочные роботы . Технологическое подобие собираемых компонент в гибких производственных системах сборки на этапе их сопряжения и закрепления друг с другом с заданными параметрами определяется областью способов программирования и наладки сборочных устройств и их рабочих органов. Контроль наличия собираемых деталей на сборочных базирующих устройствах и контроль требуемой точности относительного положения сопряженных деталей или сборочной единицы являются необходимыми элементами сборочных устройств, от которых зависит качество сборки и работоспособность сборочных устройств. Более детально структуру технологического процесса автоматической сборки можно рассматривать на примере существующих технологических процессов автоматической сбор. В качестве примера автоматической линии с непрерывной транспортировкой объекта рассмотрим изготовление батареи «Смена». Элемент батареи содержит шесть деталей и другие компоненты. Элемент изготовляется на двух роторно-цепных линиях. На первой линии изготавливают и собирают корпус, к которому присоединяют две детали. На второй линии завершается изготовление элемента эта линия, как и первая, состоит из ряда роторных автоматов соединенных между собой цепным транспортером. Корпуса, собранные на первой линии и уже представляющие узел в составе трех деталей, поступают по лотку 1 на загрузочный ротор 2, укладывающий их на цепной транспортер 3. На роторе 4 изготавливают отрицательный электрод, который формируется из массы, поступающей по лотку 5. На роторе 7 заливается электролит. Роторы 6 служат для контроля операций, выполняемых на роторах 4 и 7 соответственно. Далее цепной транспортер проходит нагревательную камеру 8, где протекает процесс созревания электролита. На роторе 9 получают положительный электрод, материал для которого поступает по лотку 10. Далее следует контроль на роторе 11, а с ротора 12 собранные элементы выдаются на лоток 13. Ветвь цепного транспортера 14 является холостой. Таким
образом, осуществлена комплексная автоматизация производства элементов, все детали и материалы которых изготовляют в одно целое в едином технологическом потоке. В качестве второго примера рассмотрим автоматическую линию сборки блок картера тракторного двигателя СМД-14 . Сборка блока со шпильками, крышками коренных подшипников, шайбами и гайками под расточку для последующего монтажа коленчатого вала с вкладышами представляет собой трудоемкую работу, требующую больших затрат ручного труда для затяжки шпилек, гаек и запрессовки крышек. В блок-картер в сборе входят детали: блок, пять крышек коренных подшипников, десять
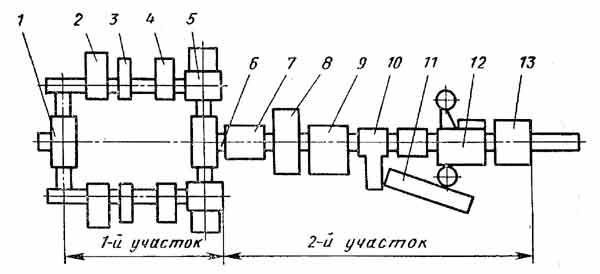
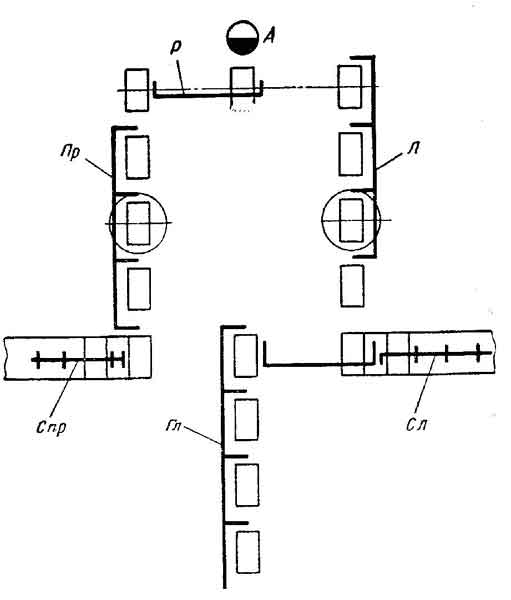
шпилек М18, десять специальных и десять замковых шайб. Автоматическая линия сборки блок картера (рис. 1.2) состоит из двух участков, связанных между собой главным транспортером. Первый участок имеет две ветви с самостоятельными транспортерами, каждая ветвь (правая и левая) состоит из двух агрегатов: гидропрессовки водяной рубашки и масляных каналов и кантователь. Второй участок состоит из автоматов: 1) разбивки резьбовых отверстий на группы; 2) заживления и затяжки десяти шпилек; 3) контроля шпилек по высоте и отбраковке; 4) установки пяти крышек подшипников; 5) заживления и затяжки десяти гаек; 6) клеймения. Перечисленные автоматы соединены между собой главным транспортером для передачи собираемого изделия от одного автомата к другому. Перемещение всех исполнительных механизмов линии производится посредством одного гидропривода с электрическим управлением по определенной циклограмме с тактом работы T = 1,04 мин. Линия имеет один центральный пульт управления, а каждый автомат - свой подналадочный независимый пульт, служащий для проведения пуско-наладочных работ. Базовую деталь - блок-картер устанавливают на раскладчик, который направляет деталь на правую и левую ветви первого участка попеременно, а укладчик направляет блок на место, к которому подходит первый транспортер второго сборочного участка (рис. 1.3). Операции гидроиспытания водяной рубашки и масляных каналов на двух ветвях производятся за два цикла работы автомата. На всех сборочных операциях базовая деталь - блок-картер фиксируется по имеющимся в ней технологическим отверстиям и зажимается. На операциях гидроиспытания блок устанавливается под крышки технологическими отверстиями вниз, а после гидроиспытания на следующей позиции поворачивается на 180° относительно продольной оси. Далее, на протяжении последующих контрольных и сборочных операций основной установочной базой является поверхность разъема с головкой блока. Поступающие на линию сборки детали находятся в накопителях, расположенных около сборочных агрегатов или в кассетах автоматов. Количество собираемых изделий, одновременно находящихся на линии - 33. Неотъемлемой частью данной автоматической линии является транспортная система (рис.1.3). При автоматической работе линии после установки блока на позицию. А раскладчика Р. нажатием пусковой кнопки перемещает блок-картер вправо, после чего транспортер левой ветви Л перемещается назад, укладчик - влево, правый транспортер П. - вперед. При следующей установке блока и нажатии кнопки движения раскладчика, транспортеров и укладчика происходит в обратном порядке. После каждого правого и левого конечного положения укладчика главный транспортер Гл совершает ход назад и, захватив блок, перемещает его вперед по главной ветви линии. Если в результате гидропрессовки блок окажется бракованным, то оператор устанавливает в отверстие специальную оправку, которая при подходе блока к укладчику нажимает специальный концевой выключатель, который включает транспортер сбрасывателя, и последний, захватив бракованный блок, выводит его из общего потока работы линии. Установка крышек коренных подшипников производится с помощью специального автомата.
Операции установки на концы шпилек блок картера десяти специальных и десяти замковых шайб производится оператором вручную. Операции автоматического заживления, навинчивания и затяжки десяти гаек М18 производится на двух отдельных автоматах. Линия обеспечивает производительность 55 изд./ч. Линию обслуживают трое рабочих. Анализ структуры технологического процесса автоматической сборки и приведенных выше примеров существующих автоматических сборочных линий позволяет сделать следующие выводы: 1. Для создания технологических систем непрерывного действия для сборочных процессов необходима разработка общей методологии проектирования таких систем; 2. Структуры сборочных технологических систем непрерывного действия должны обеспечивать максимальную производительность их функционирования; 3. Разработка систем непрерывного действия для сборочных процессов должна осуществляться на основе элементарной кинематики функционирования сборочных модулей; 4. При разработке технологических систем непрерывного действия необходимо полное исследование движения сборочных компонент по позициям и модулям сборочных систем. Перечень ссылок 1. Автоматизация дискретного производства / Б. Е. Бонов, Г. Й. Богачев, И. К. Бояджиев и др.; Под общ. ред. Е. И. Семенова, Л. И. Волчкевича. - М.: Машиностроение, 1987, София: Техника, 1987. - 376 с. 2. Автоматизация сборки миниатюрных изделий с использованием стохастического вибрационного воздействия / Л. П. Сунгурова. - В кн.: Автоматизация электронного машиностроения. - Труды ЛПИ, 1982, №382, с. 60-63. 3. Автоматические линии роторного типа: Конструкции, расчет и проектирование / А. Н. Кошкин, И. А. Клаусов, В. Ф. Прей-с и др.; Под ред. В. Ф. Пейса.- Тула: ЦБТИ, 1961.- 198 с. 4. Анализ базирования деталей в условиях автоматической сборки / Т. Э. Кладе, К.Я. Муценек, И.А. Одитис и др. // Автоматизация сборочных процессов. Рига: РПИ, 1977. - Выпи. 5.- с. 45-52. 5. А.с. 774917 СССР, МКИ В 23 Q 39/04. Автоматическая линия роторного типа для сборки узлов / О. А. Ларинцев; Опоил. 30.10.80., бал. №40. - 4 с. 6. Балакин Б. С. Основы технологии машиностроения. - М.: Машиностроение, 1973. - 688 с. 7. Белов Ю. С., Власов Е. В., Юревич Е. И. Состояние и тенденции развития робототехники. - М.: ВНИИТЭМР, 1985.- 48 с. 8. Берж К. Теория графов и ее приложения. - М.: ИЛ., 1982. - 319 с. 9. Биркгоф Г. Теория структур. - М.: ИЛ., 1952. - 407 с. 10. Бляхеров И. С. и др. Автоматическая загрузка технологических машин / - М.: Машиностроение, 1990, 346 с. 11. Бонч-Осмоловский М. А. Селективная сборка. - М.: Машиностроение, 1974. - 144 с. 12. Булевский П. И., Крылов Г. В., Лопухин В. А. Автоматизация селективной сборки приборов. Л.: Машиностроение, 1987. - 232 с. 13. Выбор компоновки оборудования при автоматизации сборочных работ / А.А. Гусев. - В кн.: Автоматизация сборочных и сварочных процессов в машиностроении. М.: Наука, 1974. - с. 116 - 123. 14. Гаврюш А.П. Гибкие робототехнические системы. - Киев: Веща школа, 1989. - 406 с. 15. Гановски В. С., Бояджиев И. К. Автоматизация и комплексная механизация сборочных процессов в машиностроении. София: Техника. 1982. - 236 с. 16. Гибкие производственные системы сборки / П. И. Алексеев, А. Г. Герасимов, Э. П. Давиденко и др.; Под. общ. ред. А. И. Федотова.- Л.: Машиностроение. Ленингр. отдание, 1989.- 349 с. 17.Гибкое автоматическое производство / В. О. Абель, В. А. Егоров, А. Ю. Звоницкий и др.; Под ред. С. А. Майоров, Г. В. Орловского, С. Н. Халкиопова. - Л.: Машиностроение, 1985. - 454 с. 18. ГОСТ 14.320 - 81. Виды сборки. 19. Гусев А. А. Адаптивные устройства сборочных машин. М.: Машиностроение, 1979. - 266 с. 20. Дворянкин А. М., Половинки А. Е., Соболев А. Н. Методы синтеза технических решений. - М.: Наука, 1977. - 253 с. 21. Довгань С. И., Литвинов Б. Ю., Сбитне А. И. Персональные ЭВМ: ТурбоПаскаль 6.0, объектное ориентирование, локальные сети. - Киев: Информсистема сервис, 1993. - 440 с. 22.
Захаров Н. В. Совершенствование состояния и направление развития отечественного
и зарубежного производства. / Современные проблемы машиностроения и технический
прогресс. Тез. Докладов междунар. научно-техн. конференции. 10-13 сентября 23. Захаров М. В., Тимофєєв
Ю. В. Розробка технологічних процесів складання: Навіч. посібник. К.: НМК ВО,
1992. - 152 c. 24. Захаров М.В. Аналіз та синтез
структур автоматизованих складальних технологічних систем: Автореф. Дис. ...д-ра
техн. наук. - Харків, 1992, - 38 c. 25. Захаров Н. В., Рубец Н. П., Мельниченко А. А., Нечипоренко Н. В., Одненко Г. И., Бондарев С. Г. Совершенствование технологии в машиностроительном производстве: - Сумы: СумГУ, 1994.- 98 с. 26. Замятин В. К. Сборка подвижных цилиндрических и конических соединений. М.: Машиностроение, 1980. - 145 с. 27. Зима П. Ф., Тимошенко Г. М. Теория инженерного эксперимента: Учеб. пособие - К.: УМК ВО, 1991. - 124 с. 28. Исследование технологических систем автоматической сборки методом теории графов / М. С. Лебедевский, А. И. Федотов. - В кн.: Автоматизация и комплексная механизация в машиностроении. - Труды ЛПИ, 1978, №360, с. 12-17. 29. Ищенко А. Л. Закономерности формирования структур сборочных автоматических технологических сборочных систем непрерывного действия. / Прогрессивные технологии и системы машиностроения: Сб. научных трудов.- Донецк: ДонГТУ, 1997. Выпи. 4 - с. 61 – 66. |