Источник: Інформатика та комп'ютерні технології - 2007 / Матеріали III науково-технічної конференції молодих учених та студентів. - Донецьк, ДонНТУ - 2007, с. 77-78.
Электросварочное оборудование некоторых предприятий применяется на ответственных этапах технологического процесса и составляет до 50 % установленной мощности электроприемников. Машины точечной контактной сварки (МТКС) работают в импульсном режиме со значительными по величине импульсами тока длительностью от 2 до 16 периодов. Таким образом, работа МТКС сопровождается отклонениями напряжения в сети, что может привести к браку продукции. Например, при отклонении напряжения свыше 10 % при сварке низкоуглеродистой стали уже возможно получение брака, а при отклонении напряжения свыше 15 % - брак неизбежен [1].
Целью работы является разработка точного метода определения отклонения напряжений на зажимах МТКС и пикового тока в сети их питания, который может возникнуть с заданной вероятностью.
Существующими методами расчета пиковых нагрузок МТКС [1], [2] достигается большая точность определения максимального пика нагрузок с довольно малой вероятностью его превышения ( ). Однако эти методы или слишком трудоемки с большим объемом предварительных расчетов, или нуждаются в построении нагрузочных диаграмм машин с множеством импульсов нагрузок за цикл сварки.
). Однако эти методы или слишком трудоемки с большим объемом предварительных расчетов, или нуждаются в построении нагрузочных диаграмм машин с множеством импульсов нагрузок за цикл сварки.
Известно, что для определения возникновения отклонения напряжения в сети питания МТКС с заданной вероятностью необходимо рассчитать функцию распределения напряжений в конце участка сети (например, неразветвленного шинопровода). Для этого необходимо выполнить расчет потерь напряжения и пиковых токов для всех вариантов одновременного включения МТКС.
С целью уменьшения объема вычислений предлагается рассчитывать не всю функцию распределения, а только ее участок (рис.2.1), что отвечает заданной вероятности  . Наименьшее напряжение в конце шинопровода
. Наименьшее напряжение в конце шинопровода  соответствует случаю, когда все n машин включены одновременно. Вероятность этого случая:
соответствует случаю, когда все n машин включены одновременно. Вероятность этого случая:
 ,
,
где  - коэффициент включения i- той машины контактной сварки.
- коэффициент включения i- той машины контактной сварки.
Далее выполняется расчет напряжений и токов участков сети при условии поочередного отключения сварочных машин: сначала по одной, потом – все варианты отключения двух, трех машин и т.д. Например, первая ступень функции распределения (точка 1 на рис. 2.1) будет соответствовать случаю, когда отключена одна машина с номером j , вызывающая наименьшее падение напряжения в конце сети. Вероятность  этого случая:
этого случая:
 .
.
Процесс длится до тех пор, пока не будет достигнуто условие:
 ,
,
где k - количество рассчитанных ступенек функции распределения;
 - коэффициент запаса, который учитывает необходимость расчета участка функции распределения с определенным запасом. Это связано с тем, что невозможно без выполнения расчетов определить при каком количестве и каких именно включенных сварочных машин получим очередную ступень функции распределения.
- коэффициент запаса, который учитывает необходимость расчета участка функции распределения с определенным запасом. Это связано с тем, что невозможно без выполнения расчетов определить при каком количестве и каких именно включенных сварочных машин получим очередную ступень функции распределения.
Далее полученную часть ступеней функции распределения необходимо упорядочить по возрастанию напряжения до наиболее отдаленной от источника питания МТКС и определить напряжение на ней с вероятностью .
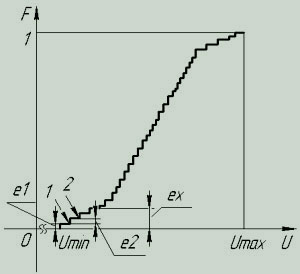
Рисунок 1 - Функция распределения напряжений
Для такого подхода необходимо применение специально разработанной программы для определения токов и напряжений каждого участка сети при любом количестве подключенных одно-, двух- и трехфазных машин разной мощности вдоль шинопровода.
Исходными данными для этой программы являются номинальные мощности сварочных машин  , активное и реактивное удельные сопротивления шинопровода
, активное и реактивное удельные сопротивления шинопровода  и
и  , номинальное напряжение
, номинальное напряжение  , коэффициент мощности
, коэффициент мощности  и расстояние L от МТКС до источника питания. Расчет удобнее выполнить одним из матричных методов. В программе применен метод расчета по законам Ома и Кирхгофа. Предложен алгоритм автоматического формирования необходимых для расчета матриц соединений П, контуров Г, а также матрицы сопротивлений Z, вектора ЭДС E и вектора источников тока
и расстояние L от МТКС до источника питания. Расчет удобнее выполнить одним из матричных методов. В программе применен метод расчета по законам Ома и Кирхгофа. Предложен алгоритм автоматического формирования необходимых для расчета матриц соединений П, контуров Г, а также матрицы сопротивлений Z, вектора ЭДС E и вектора источников тока  .
.
Разрабатываемая программа будет использована для оценки точности существующих методов [2].
Перечень ссылок
- Вагин Г.Я. Режимы электросварочных машин. – М.: Энергоатомиздат, 1985.- 192 с..
- Инструктивные указания по проектированию электротехнических промышленных установок. Тяжпромэлектропроект , 1976, № 3.