DE | RUS | UKR ||
DonNTU >
Master's portal

Anna Nikischina
Diplomtsprojekte (zu Thema):
Synthese des automatischen Systems der Leitung
von Bearbeitung die Gussbloks in der Schweisezone
des methodischen Ofens
Der Stoff aut Thema Diploms Projekte:
Am Autor
INHALT
Einleitung
1. Ziel der Projektierung und der Forderung zur Einrichtung der Automatisierung
2. Technologische Prozess wie das Objekt der Automatisierung
3. Entwicklung des Blockdiagramms der Einrichtung
4. Entwicklung des Ablaufdiagramms der Einrichtung
5. Begrundung der Richtung der Automatisierung des technologischen Prozesses der Bearbeitung der Barren
6. Technisch-okonomische Begrundung der Effektivitat der ubernommenen technischen Losungen
Schlussfolgerung
Verzeichnis der Verbannungen
EINLEITUNG
Die Technisch-okonomischen Kennziffern der Arbeit der methodischen Ofen hangen wie von den technischen Moglichkeiten ab, die die Ofen, als auch von der Leitungsqualitat uber ihr thermisches Regime verfugen. Die technischen Moglichkeiten des methodischen Ofens klaren sich von ihrer Gesamtheit konstruktiv und ňĺďëîňĺőíč÷ĺńęčő der Charakteristiken.
Bei der Arbeit der Ofen sind diese Charakteristiken im Voraus aufgegeben, da sie sich bei der Berechnung, das Konstruieren und den Bau der Ofen entwickeln. Deshalb kann die Verbesserung der Kennziffern der Arbeit der geltenden methodischen Ofen mittels der Vervollkommnung des Prozesses der Verwaltung ihres thermischen Regimes erreicht werden.
Je nach der Intensivierung der Prozesse der Walzproduktion und der Erhohung der Forderungen, die zur Qualitat der Erwarmung des Metalls vorgelegt werden, hat sich die Notwendigkeit der Abanderung und der Erweiterung der Funktionen, die auf die Systeme der Automatisierung des thermischen Regimes der methodischen Ofen gesetzt werden gezeigt.
Das Objekt der Forschung: der Prozess der Erwarmung der Ausgangsmateriale in der Schweisszone des methodischen Dreizonenofens.
Das Ziel der Forschung: die Erhohung der Effektivitat der Regulierung vom thermischen Regime des methodischen Dreizonenofens mittels der Begrundung des Algorithmus und der Struktur der Apparatur der Automatisierung und der Entwicklung.
1. ZIEL DER PROJEKTIERUNG UND DER FORDERUNG ZUR EINRICHTUNG DER AUTOMATISIERUNG
Eine wichtige Aufgabe des technischen Prozesses auf den Huttenwerken ist die breite Einfuhrung der hochproduktiven Komplexe, die mit der modernen explosionssicheren elektrischen Ausrustung ausgestattet sind. Ihre Einfuhrung gewahrleistet die bedeutende Steigerung der Produktivitat der Arbeit des Unternehmens. Die hohe Effektivitat des Metalls hangt von der Zuverlassigkeit der Arbeit der methodischen Ofen ab, die wesentlich im Laufe der Produktivitat des Metalls ist.
Deshalb das Ziel der Arbeit – die Erhohung der Effektivitat der Verwaltung der Temperaturregimes des methodischen Ofens, mittels der Einfuhrung der neuen technischen Losungen in die existierende Apparatur der Verwaltung.
Die Forderungen zum System der Automatisierung: die Notwendigkeit der Bestimmung der Geschwindigkeit der Bewegung des Metalls und bei ihrer Veranderung, das Temperaturregime des Ofens so, um automatisch zu andern, die notwendige Erwarmung des Metalls in der Schweisszone zu gewahrleisten.
Die Forderungen zur Einrichtung: die Aufrechterhaltung der Temperatur in der Schweisszone des Ofens; die Schlussfolgerung der Informationen auf die digitale Schautafel; îńóůĺńňâëĺíčé der Prognostizierung der Temperatur der Erwarmung der Ausgangsmateriale.
2. TECHNOLOGISCHE PROZESS WIE DAS OBJEKT DER AUTOMATISIERUNG
In der Eisenmetallurgie auf den Vordergrund treten die Faktoren, die die Erhohung der Effektivitat der Produktion gewahrleisten, die weitere Verbesserung der Qualitat und die Erweiterung ńîđňŕěĺíňŕ ěĺňŕëëîďđîäóęöčč heraus. Einer der Hauptwege der Losung dieser Aufgaben – die Automatisierung der technologischen Prozesse in der Eisenmetallurgie. Die breite Einfuhrung der Automatisierung der technologischen Prozesse in der Eisenmetallurgie wird von den Bedingungen der metallurgischen Produktion und der Gro?e des Bedurfnisses in hochwertig ěĺňŕëëîďđîäóęöčč diktiert.
Unter den technologischen Anlagen der Eisenmetallurgie die wichtige Rolle spielen die Walzstra?en, die die Endproduktion der metallurgischen Produktion ausgeben. Die Qualitat der Produktion und die Produktivitat der Lager klaren sich von der Arbeit der Heizofen in vieler Hinsicht, wobei meistens die Fehler, die bei der Erwarmung des Metalls entstehen, schon nicht korrigiert sein konnen. Und, auf den nachfolgenden Neuverteilungen gezeigt worden, bringen diese Fehler zur Senkung des Ausgangs der brauchbaren Produktion.
Die methodischen Ofen sind fur die Erwarmung des Metalls vor ďđîęŕňęîé vorbestimmt und verhalten sich zu den Ofen der ununterbrochenen Handlung. Wahrend der Erwarmung des Ausgangsmateriales wechseln durch den ganzen Ofen vom Eingang zum Ausgang allmahlich den Platz.
Der methodische Ofen besteht aus dem Arbeitsraum, wo das Verbrennen des Brennstoffes und die Erwarmung des Metalls, und der Reihe der Systeme geschieht: die Heizung, die Beforderung der Ausgangsmateriale, die Abkuhlung der Elemente des Ofens, die Verwaltung des thermischen Regimes u.a. Auf der Zeichnung 2.1 ist der Langsschnitt ňîëęŕňĺëüíîé des methodischen Ofens dargestellt.[1]
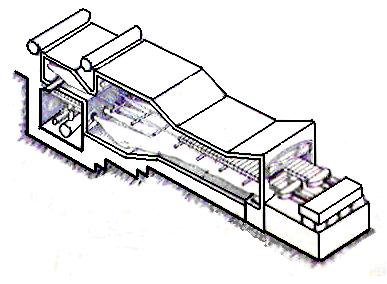
Zeichnung 2.1 – Einrichtung des methodischen Ofens
Die methodischen Ofen konnen von der Zahl der beheizten Zonen unterschieden werden, von der Form des Arbeitsraumes, den Weisen der Umstellung warf, der Zufuhr des Brennstoffes und der Luft, des Verbrennens des Brennstoffes, sowie nach den Umfangen und der Produktivitat, den dem Anschein nach Erwarmten warf, nach dem Typ der bedienten Lager und der Reihe anderer Merkmale.
Die Verkleinerung der Oxydierung und îáĺçóăëĺđîćčâŕíč˙ erreichen die Oberflachen der Ausgangsmateriale aus qualitativ ńňŕëĺé bei äâóńňŕäčéíîě die Erwarmung. Dabei verwenden gewohnlich etwas methodischer Ofen. In einem von ihnen warf langsam erwarmen bis zu 850-900°C. Nach ihm reichen die Ausgangsmateriale in andere Ofen, wo ihre "schnelle" Erwarmung bis zur endlichen Temperatur geschieht.
Im methodischen Ofen, au?er der Temperatur, man kann den Aufwand des Gases und der Luft, den Uberschuss des Drucks des Gases, die Warme der Verbrennung des Heizgases messen.
3. ENTWICKLUNG DES BLOCKDIAGRAMMS DIE EINRICHTUNGEN AWTOMATISAII
Nach dem entwickelten Algorithmus rechtfertige ich und ich entwickle die strukturellen und funktionalen Schemen des Systems der Automatisierung.
Zeichnung 3.1 - Blockdiagramm der Einrichtung
Das Blockdiagramm der Einrichtung besteht aus den folgenden Hauptknoten:
BV – die Versorgungseinheit;
BE – der Block der Eingangssignale;
SE – die Steuereinheit;;
S – der Schlussel;
BS – der Block der Signalisierung;
BV VM – der Block der Vereinbarung der vollziehenden Mechanismen;
VM – die vollziehenden Mechanismen.
Die Arbeit des Blockdiagramms verwirklicht sich auf folgende Weise: das Signal von den Sensoren handelt auf den Block der Eingangssignale BE, und dann auf die Steuereinheit SE. Gleichzeitig handelt damit vom Block der Signalisierung BS das Signal dem Operator, der das Signal auf den Schlussel S. Dalejes das Signal seinerseits gibt wird auf die Steuereinheit ubergeben und durch den Block der Vereinbarung der vollziehenden Mechanismen BV VM wird auf den vollziehenden Mechanismus VM gereicht.
Alle Knoten çŕďčňŕíű von der Anstrengung von der Versorgungseinheit BP.
4. ENTWICKLUNG DES ABLAUFDIAGRAMMS DER EINRICHTUNG
Das Ablaufdiagramm ist auf der Zeichnung 4.1 gebracht und das Prinzip ihrer Arbeit besteht im Folgenden.
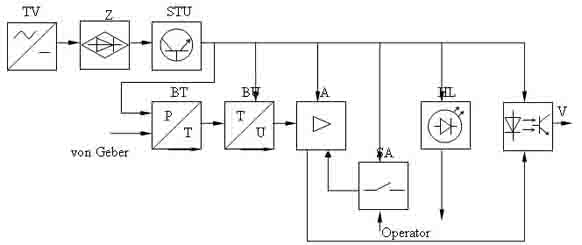
Zeichnung 4.1 - Ablaufdiagramm der Einrichtung
Das thermische Signal, das von den Sensoren der Temperatur BT und die Anstrengungen BU ubernommen ist, handelt auf der Operations- Verstarker A. Bei dem Einschluss des Lichtindikator HL, der Operator, das Signal bekommen, signalisiert durch den Umschalter SA auf der Verstarker A. Dann handelt das Signal durch îďňîďŕđó VU auf den vollziehenden Mechanismus.
Eine Ernahrung des Schemas verwirklicht sich durch den Transformator TV.
Die Fuhrungsaufgabe vom Prozess der Erwarmung des Metalls in den methodischen Ofen besteht in der Auswahl und der Aufrechterhaltung des Regimes der Arbeit, das des Metalls der aufgegebenen Qualitat mit den minimal moglichen spezifischen Kosten des Brennstoffes unter den Bedingungen der variabelen Produktivitat der Anlage sichert.
5. BEGRUNDUNG DER RICHTUNG DER AUTOMATISIERUNG DES TECHNOLOGISCHEN PROZESSES DER BEARBEITUNG DER BARREN
Das System der Regelungstechnik vom thermischen Regime des methodischen Ofens schlie?t die Knoten der Regelung (die Abb. 5.1 ein): die Temperatur in der Zone 1, des Verhaltnisses der Kosten des Brennstoffes und der Luft auf die Zone 2, die Optimierung des Brennens des Brennstoffes in der Zone 3, des Drucks im Arbeitsraum 4. Fur die Versorgung der qualitativen Arbeit des Systems unter den Bedingungen der sich andernden Produktivitat des Ofens ist der Knoten 5 Korrektionen der Aufgaben den gebietsma?igen Reglern der Temperatur vorbestimmt.[3]
Die Regulierung der Temperatur in der Zone des Ofens verwirklicht sich vom typisierten Komplex der Gerate nach dem Signal des Thermoelementes. P - oder den pi-Regler, den Aufwand des Brennstoffes auf die Zone andernd, bringt in die Ubereinstimmung die geltende Temperatur im Ofen von der Aufgegebenen.
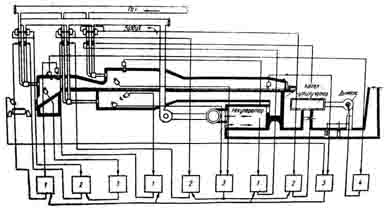
Zeichnung 5.1 – Prinzipielle Schema des Systems der Regelung des thermischen Regimes des methodischen Ofens
Das Kontrollsystem und der Regelung des Dreizonenofens, der vom Gas mit der standigen Warme der Verbrennung beheizt wird. Vom Schema wird die Kontrolle und die Regulierung der folgenden Parameter vorgesehen:
1) der Temperatur im Arbeitsraum ňîěčëüíîé, der oberen Schweisszone und der Zone des unteren Warmlaufens;
2) des Verhaltnisses der Brennstoff - die Luft in den selben Zonen;
3) des Drucks in ňîěčëüíîé der Zone,
Sowie die Kontrolle:
1) der Temperatur des Rauchs nach dem Rekuperator;
2) der Temperatur der heissen Luft nach ýęńăŕóńňĺđŕ;
3) der Temperatur des Schwanzteiles des Ofens;
Die Funktionen des Systems der Automatisierung:
1) den Umfang des Koeffizienten der Kosten ęîëűřĺňń˙ innerhalb 1,05-1,25, und den Umfang, dem man sich, was äîńňč÷ íŕčëó÷ůčé das Ergebnis 1,05-1,1 nahern muss;
Ň2) der Ersatz ist es der veraltenden lokalen Regler auf die modernen Analoga mit dem ausgedehnten Satz der Funktionen moralisch;
3) die Messung der technologischen Hauptparameter: die Temperaturen, die Abgabe des Brennstoffes, den Koeffizienten die Uberschusse des Brennstoffes;
4) die signalisierende Einrichtung uber nicht die Errungenschaft der aufgegebenen technologischen Parameter.
6. TECHNISCH-OKONOMISCHE BEGRUNDUNG DER UBERNOMMENEN TECHNISCHEN LOSUNGEN
Der Wirtschaftsdienst der Einrichtung – eines der wichtigsten Steuergerate fur die Einrichtung. Das Niveau der Wirtschaftsarbeit des methodischen Ofens wird vor allem mit der Organisation der Arbeit aller Steuergerate charakterisiert. Der Umfang und die Form der Automatisierung sollen aufgrund der entsprechenden Analyse gewahlt und bestimmt sein. Das wichtigste Kriterium bei der Einschatzung der Effektivitat der Automatisierung, wie auch jeder Produktionsverbesserung, ist die Ruckflussdauer der Investitionen der Kosten die Automatisierung, sich ergebend auf Kosten von der Selbstkostenverringerung und der Verbesserung der Qualitat der Produktion, sowie der Verkleinerung der Produktionsaufwande und der Verluste.
Die Ruckflussdauer der Investitionen kann man nach der Vollendung der Arbeiten nach der Automatisierung des gegebenen Grundstucks der Produktion, aber sehr schwierig ausrechnen, es auf dem Stadium der Auswahl der wirksamen Richtung der Automatisierung machen. Deshalb ist zweckmassiger, mit den erwarteten Veranderungen der Selbstkosten der Produktion und der Produktivitat des Prozesses zu operieren.
Im Verlauf der Arbeit war die Analyse des technologischen Prozesses der Erwarmung der Ausgangsmateriale in der Schweisszone des methodischen Ofens wie des Objektes der Automatisierung erzeugt, es ist das Ziel der Kursprojektierung abgefasst und es sind die Forderungen zum System der Automatisierung des Prozesses produziert. Es ist die kritische Ubersicht der bekannten technischen Losungen nach der Automatisierung des technologischen Prozesses der Erwarmung der Ausgangsmateriale gemacht, es ist die weitere Richtung der Automatisierung des untersuchten Prozesses rechtfertigt und es sind die Funktionen der entwickelten Einrichtung der Automatisierung abgefasst. Es ist die Algorithmisierung des Systems der Automatisierung erzeugt, es sind die Blocke, ausgesetzt den Veranderungen im Ergebnis der vorliegenden Entwicklung dabei gewahlt. Es sind die Veranstaltungen nach dem sicheren und storungsfreien Betrieb der entwickelten technischen Losung entwickelt, es ist die technisch-okonomische Begrundung der Effektivitat der ubernommenen technischen Losungen erzeugt.
SCHLUSSFOLGERUNG
So befriedigt das entwickelte System der Automatisierung des methodischen Dreizonenofens den aufgegebenen technischen und technologischen Forderungen. Man muss die Vorzuge und die Mangel der gegebenen Einrichtung bemerken. Zu den Vorzugen verhalten sich in erster Linie áĺńďîíňŕííîĺ die Messung der Temperatur:
- einfache Elementbasis;
- Moglichkeit, die Schwellen der Abnutzung auf eine bestimmte Temperatur aufzubauen.
Zu den Mangeln verhalt sich:
- Teuerung des Sensors;
- Nichtlinearitat des Signals des Sensors.
Zugleich, der entwickelte Block hat nicht die endgultige Variante, und wird in ěŕăčńňĺđńęîé der Arbeit ausgearbeitet werden.
VERZEICHNIS DER VERBANNUNGEN
- Áóăëŕę Ë.Č., Âîëüôěŕí Č.Á., Ĺôđîéěîâč÷ Ń.Ţ. Ŕâňîěŕňčçŕöč˙ ěĺňîäč÷ĺńęčő ďĺ÷ĺé, Ě: Ěĺňŕëëóđăč˙, 1981ă.-195ń
- Ăóńîâńęčé Â.Ŕ., Îđęčí Ë.Ă., Ňűě÷ŕę Â.Ě. Ěĺňîäč÷ĺńęčĺ ďĺ÷č. Ě: Ěĺňŕëë, 1970ă.-430ń
- Ňŕéö Í.Ţ., ĐîçĺíăŕđňŢ.Č. Ěĺňîäč÷ĺńęčĺ íŕăđĺâŕňĺëüíűĺ ďĺ÷č. Ěîńęâŕ: Ěĺňŕëëóđăčçäŕň, 1964.-408ń.
- Ęŕăŕíîâ Â.Ţ., Áëčíîâ Î.Ě., Áĺëĺíüęčé Ě.Ě. Ŕâňîěŕňčçŕöč˙ óďđŕâëĺíč˙ ěĺňŕëëóđăč÷ĺńęčěč ďđîöĺńńŕěč. Ě., «Ěĺňŕëëóđăč˙», 1974.- 416ń
- Ĺâňčőčĺâ Í.Í., Ęóďĺđřěčäň ß.Ŕ., Ďŕďóëîâńęčé Â.Ô., ŃęóăîđîâÂ.Í. Čçěĺđĺíčĺ ýëĺęňđč÷ĺńęčő č íĺýëĺęňđč÷ĺńęčő âĺëč÷čí. Ěîńęâŕ: Ýíĺđăîŕňîěčçäŕň, 1990. - 352 ń.
- Ęëčěîâčöęčé Ě.Ä. Ŕâňîěŕňčçŕöč˙ ěĺňîäč÷ĺńęčő ďĺ÷ĺé. Ěîńęâŕ: Ěĺňŕëëóđăč˙, 1981. - 196ń.
- Ęëŕŕńńĺí Ę.Á. Îńíîâű čçěĺđĺíčé. Ýëĺęňđîííűĺ ěĺňîäű č ďđčáîđű â čçěĺđčňĺëüíîé ňĺőíčęĺ. Ěîńęâŕ: Ďîńňěŕđęĺň, 2000. - 352 ń.
DonNTU >
Master's portal |
Am Autor