Вернуться в библиотеку
Моделирование процесса листовой прокатки в условиях неопределенности
Скоробогатова И.В., студентка; Жовтобрух С.А., ассистент
Донецкий национальный
технический университет, г. Донецк, Украина
Автоматизація технологічних об`єктів та
процесів. Пошук молодих — 2007 / Матеріали IV
Міжнародної науково-технічної конференції
аспірантів і студентів — Донецьк, ДонНТУ — 2007, с. 54-56.
При непрерывной листовой прокатке деформируемая полоса находится в одно и то же время во всех клетях непрерывной группы. На практике установлено, что изменение обжатия только на одной клети заметно влияет на изменение параметров процесса прокатки во всех клетях стана.
Изменение температуры полосы при прохождении ее через непрерывную линию стана является следствием большого интервала времени между прокаткой переднего и заднего концов полосы (25-45 с). При этом разность температур переднего и заднего концов полосы, достигающей 45-60 0С, ведет к необходимости изменения усилия на обжимных валках стана и, как следствие, к различной толщине по длине готовой полосы, приводя к одному из видов брака – разнотолщинности. В результате анализа процесса листовой прокатки и по данным литературы [1] установлено, что неравномерность нагрева, а также рассогласование скорости и усилия на валках приводят к тому, что разнотолщинность полосы может выходить из допустимого диапазона с необходимостью отбраковки.
Для принятия решения о качественности выходного листа использован метод моделирования нечетких величин, описанных лингвистическими переменными некоторых свойств листа. В результате анализа полученных множеств формируются условия нечеткого моделирования усилия на валках P, MH, температуры t, 0С и толщины металла h,мм в условиях неопределенности (граничные зоны формирования качественного листа при небольших отклонениях указанных параметров). Подмножества значений элементов модели, характеризующих параметры прокатного стана и получаемого изделия, имеют вид (1):

Функции принадлежности Yh(h), Yp(P), Yt(t) задают степень наличия определенных свойств, по которым они относятся к подмножествам h, P, t (b1, b2 – брак; b- – брак по причине недостаточного нагрева; b+ – брак по причине перегрева; n – норма изделия) и имеют интервальную неопределенность вида h=[1,f(h)], P=[1,f(P)], t=[1,f(t)] и графически можно представить в виде (рис.1).
В результате моделирования при изменении исходных данных получено множество значений толщины проката, обладающего необходимым качеством при значении усилия и температуры, которые должны исключаться существующей системой управления по причине брака (рис. 2) [2].
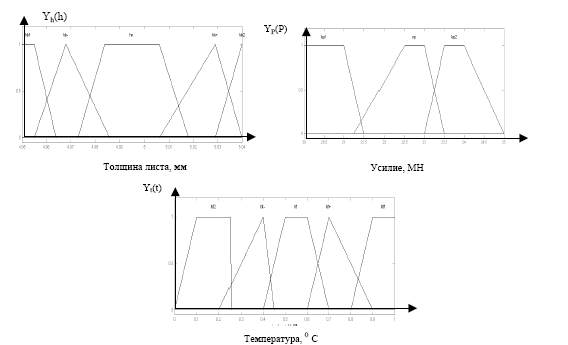
Рисунок 1 – Функции принадлежности параметров h, P, t
Таблица 1 – Результаты моделирования
| № п/п |
h, мм |
Р, МН |
t/tnom, o.e. |
Соответствие качеству |
| 1 |
4,954 |
21,15 |
0,147 |
недогрев |
| 2 |
4,958 |
21,22 |
0,214 |
недогрев |
| 3 |
4,972 |
21,31 |
0,280 |
недогрев |
| 4 |
4,974 |
21,33 |
0,360 |
недожат |
| 5 |
4,995 |
25,08 |
0,500 |
норма |
| 6 |
4,995 |
25,14 |
0,576 |
норма |
| 7 |
5,005 |
23,21 |
0,647 |
норма |
| 8 |
5,025 |
23,21 |
0,710 |
норма |
| 9 |
5,025 |
23,41 |
0,780 |
норма |
| 10 |
5,036 |
24,56 |
0,860 |
пережат |
| 11 |
5,036 |
23,56 |
0,936 |
перегрев |
| 12 |
5,036 |
23,56 |
1,000 |
перегрев |
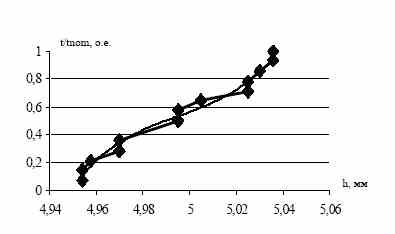 Рисунок 2 – Зависимость распределения значений подмножества h в зависимости от t
Рисунок 2 – Зависимость распределения значений подмножества h в зависимости от t
Полученная кривая была аппроксимирована функцией вида:

Уравнение (2), заложенное в системе управления позволяет на любом участке прокатного стана внести соответствующие корректировки для
избегания влияния разнотолщинности на толщину проката. Параметры привода клетей прокатного стана менее подвержены варьированию, чем температура, но учтены в модели как основополагающий фактор прокатного производства [1, 2].
Перечень ссылок
1. Ефименко С.П. Вальцовщик листопрокатных станов: Учеб.пособие. – М.: Металлургия, 1970 г. – 352с.
2. Полухин П.И., Федосов Н.М. Прокатное производство: Учеб.пособие. – М.: Металлургия, 1982 г. – 696с.
Вернуться в библиотеку