Источник: Сборник трудов студентов физико-металлургического факультета. ДонНТУ 2009 г.
Стремление повысить точность прокатки и прокатывать крупногабаритные листы (шириной до 5300 мм), освоение прокатки листов по контролируемым режимам обусловили создание рабочих клетей с опорными валками диаметрами до 2400 мм и рабочими до 1200 мм, с сечением стоек станин до 1 м2. Сооружение таких прокатных станов требует больших капитальных затрат на изготовление самих станов и строительство здания, где их устанавливают. На станах с указанными размерами валков становится проблематичным управление поперечным профилем и плоскостностью полос. В частности, при использовании противоизгиба валков требуемая сила регулирования может достигать половины силы прокатка. Кроме того, изготовление станин и валков указанных габаритов находится на грани технологических возможностей машиностроительных заводов.
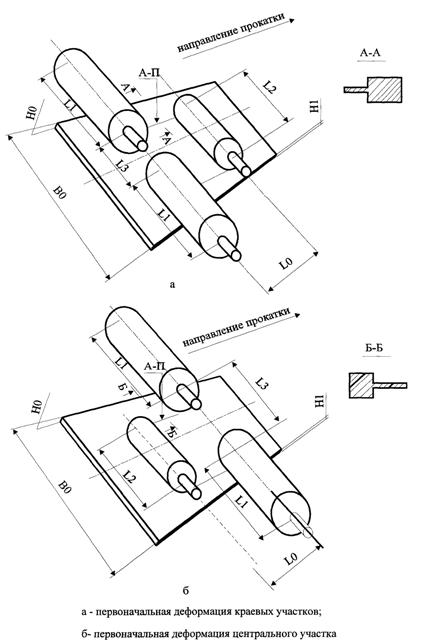
Рисунок. Принципиальная схема МРПК
В Донецком национальном техническом университете разработали способ прокатки, позволяющий уменьшить размеры валков и габариты прокатной клети, а также расширить возможности управления поперечным профилем, формой и шириной листа. Создали также многорядную прокатную клеть (МРПК). На рисунке показана принципиальная схема МРПК. Деформация листа в ней происходит в два этапа: сначала деформируют краевые участки листа J валковыми парами 1, а затем — ранее недеформированный центральный участок валковой парой 2 с перекрытием по ширине. Величина перекрытия зависит от конкретных условий прокатки. Из представленной схемы видно, что длина бочки валков существенно меньше ширины листа, а это позволяет уменьшить их диаметры и в ряде случаев отказаться от опорных валков. Выполненные нами расчеты показали, что масса валков при использовании многорядной клети уменьшается в 2 — 2,5 раза по сравнению с обычной клетью. Уменьшается поперечная разнотолщинность прокатываемых листов, поскольку она как бы дробится на три участка по ширине. Прогиб валков тоже меньше из-за их меньшей длины. При прокатке в многорядной клети очаг деформации по ширине разнесен в разные плоскости: центральная пара валков (если прокатка начинается с нее) как бы внедряется в центральную часть раската, а внешние его части не подвергаются обжатию, но оказывают сдерживающее влияние на центральную часть до их попадания в крайние пары валков. Если прокатка начинается с крайних пар, то обжимаются крайние участки раската, а центральная часть оказывает сдерживающее влияние до попадания ее в среднюю пару валков. В рассматриваемом случае опоры крайних валков нагружаются неодинаково, т.е. процесс прокатки характеризуется неравномерностью деформации по ширине. Указанные особенности прокатки в МРПК не позволяют использовать существующие методики расчета силовых условий при прокатке полос в обычных клетях. В связи с этим актуальна задача методики расчета силы прокатки в многорядной клети. С учетом изложенного целесообразна проработка целесообразности применения многорядной прокатной клети для стана 2300 ДМЗ. Габариты такой клети позволяют вписать её в здание цеха. Целесообразно также рассмотреть возможность увеличения длины бочки валков до 2500 мм, что расширит сортамент стана и увеличит годовой объем производства. Предложенная конструкция клети и технология прокатки позволяет существенно расширить возможности стана 2500 ДМЗ с минимальными капитальными затратами. Для улучшения качества поверхности листов в местах перекрытия краевых и центральной валковых пар целесообразно предусмотреть третью пару гладких проглаживающих валков. В этом случае в краевых и центральной валковых парах будет осуществляться основная деформация по ширине. В третьем ряду валков, длина которых больше ширины прокатываемой полосы, будет проходить проглаживание по всей ширине раската, что также способствует улучшению качества поверхности. Реверсивная прокатка происходит в первых двух клетях. Последний проглаживающий пропуск предложено выполнять в третьей клети.