Production of (W, Ti)C reinforced Ni–Ti matrix composites
Saidi and M. Barati
Source of information:: Journal of Materials Processing Technology, 10 june 2002, pages 166 - 170
1. Introduction
Combustion synthesis, also known as self-propagating high temperature synthesis (SHS), is a new method for production ceramics, composites and intermetallics. In this method a compacted pellet of reactant materials is ignited by an external heating source. Heat released from exothermic reactions creates a self-propagating combustion front. By passing this combustion wave, reactants are converted to final products. High purity products, high production rate and low energy consumption are some advantages of this method [1].
Production of TiC and its composites, using SHS route, has been the subject of many recent works [2, 3 and 4]. In these works, production of TiC in different metallic matrices has been studied from both theoretical and practical points of view. However, production of complex carbides such as (Ti, W)C has received little attention.
TiC–WC phase diagram is shown in Fig. 1. This figure shows that TiC can dissolve some WC depending on the temperature [5]. The novel characteristic of this double carbide relative to TiC is that the tungsten-exchange in the double carbide phase may be controlled to achieve a desired carbide density. By controlling carbide density, gravity segregation during composite processing can be minimized. If this master alloy is to be used for addition to molten titanium in order to produce titanium matrix composites, then the density of double carbide should be close to that of titanium.
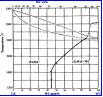
Fig. 1. TiC–WC phase diagram [5].
Table 1 lists some alternative applications for (Ti, W)C carbide in combination with binders currently being investigated [6]. Production of (Ti, W)C in iron matrix, using combustion synthesis, has been the subject of a previous work of the author [6 and 7]. This composite powder has been successfully used as a master alloy for addition to molten steel. Nickel is known to be a more suitable binder when (Ti, W)C is used for thermal spray coatings. Thus in the present work, possibility of producing Ni–(Ti, W)C and Ni–Ti,(Ti, W)C composite using combustion synthesis method was investigated. The effect of variables such as Ni content and W/Ti ratio on microstructure and composition of products was also investigated.
Table 1. Alternative applications for (Ti, W)C MMCs| Application | Example |
|---|---|
| 1. Master alloy | Addition to wear-resistance steel and aluminum alloys to produce MMCs |
| 2. Powder metallurgy | Cermet tools? wear part and MMCs |
| 3. Thermal spray powders | HVOF coatings, plasma spray coatings |
| 4. Welding | Addition to stick electrodes for hard-facing. Ingredient of cored wire electrodes |
2. Experimental procedure
Ti, W, Ni and carbon black powders with characteristics shown in Table 2 were used as starting materials. Samples with W/Ti atomic ratio from 0.0 to 0.6 and Ni content from 5 to 40% were prepared. In the first set of experiments carbon content was kept at atomic ratio C/(Ti+W)=1.0, and in the second set C/(Ti+W)=0.5 was used and so some unreacted Ti remains in the matrix. Specifications of samples and phase analysis of the products are listed in Table 3.
Table 2. Characteristics of reactant materials| Reactant | Puritu (wt,%) | Maximum size(mm) |
|---|---|---|
| Ti | 98 | 140 |
| W | 99,9 | 63 |
| Ni | 96 | 200 |
| C | 99,8 | 3 |
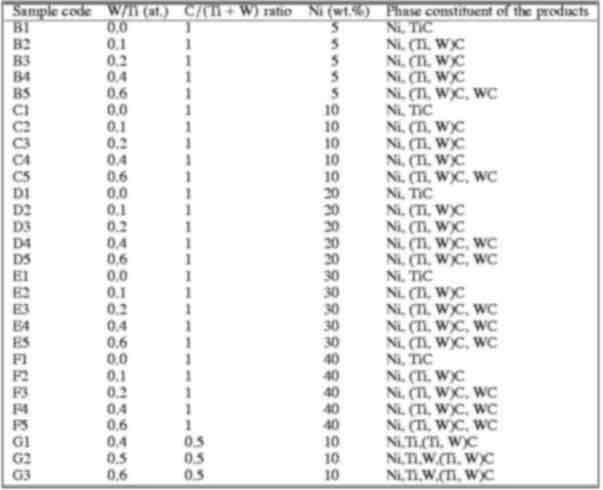
Using a dye with 1.1 cm diameter, green pellets with 50–60% of theoretical density were produced. The ignitions of the samples were carried out under argon atmosphere using a set-up, the schematic of which is shown in Fig. 2. In this method which is known as "electrothermal combustion", the sample is heated to the ignition temperature by passing an electric current. This method of combustion has recently been used by Knyazik et al. [8 and 9]. The properties of the products were evaluated by X-ray diffraction (XRD), SEM and EDS techniques.
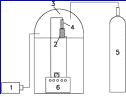
Fig. 2. Set-up used for igniting the sample. 1—Vaccum pump, 2—sample, 3—container, 4—graphite electrode, 5—argon cylinder, 6—transformer.
3. Results and discussion
3.1. Effect of W/Ti ratio
W/Ti ratios in the reactant mixtures were changed from 0.0 to 0.6. XRD shows that for any Ni content, the phase constituent of the product is influenced by W/Ti ratio of the reactant mixtures. This is shown in Table 3. SEM examinations showed that microstructure of all samples consist of rounded carbide particles, which are dispersed in the Ni matrix. Using SEM–EDS analysis, some carbide grains were analyzed in all samples. Results shows that in all samples with W/Ti>0.0, carbide grains consist of Ti, W and C elements. Tungsten solution in TiC lattice is substitutional. As the atomic radius of W is smaller than Ti (0.137 and 0.146 nm, respectively), the lattice parameter of TiC with W dissolution decreased. Lattice parameter of carbide phases was calculated using XRD data. This measurement was used to estimate tungsten-exchange in the carbide phases. The results of these calculations are shown in Fig. 3. This figure shows that W-exchange in the carbide increases by increasing W/Ti ratio in the sample. A critical W/Ti ratio exists at which carbide phase becomes saturated with tungsten. This critical value depends on Ni content of sample.
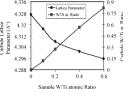
Fig. 3. Effect of the initial W/Ti ratio on the carbide lattice parameter and tungsten-exchange (Ni=10%).
Fig. 3 shows that W/Ti ratio in carbide is higher than that in the sample. This means that there should be some unreacted Ti in the combustion product. Analysis of the matrix using SEM–EDX showed that always some of the Ti and W are dissolved in the matrix and the amount of Ti in the matrix is always higher than W. This observation explains the above-mentioned results. Therefore, the matrix phase is always Ni, alloyed with Ti and W. The amount of Ti and W in the matrix depends on the carbon content and W/Ti ratio of the raw sample.
3.2. Effect of Ni content
Для практического осуществления и подтверждения данного механизма были проведены лабораторные эксперименты. Для этого была использована специально переоборудованная установка ЭШП А-550, позволяющая проводить процесс ЭШП в атмосфере инертных газов и использовать для переплава «активные» металлсодержащие шлаки (рисунок 2). В качестве образцов, имитирующих нитридные включения, были использованы искусственно приготовленные включения из азотированной титановой губки (30% азота) и прессованного порошка нитрида титана (49% азота). Особенностью этих экспериментальных плавок было использование части электрода, содержащей искусственное обогащенное азотом включение, расположенное вдоль оси электрода и имеющее значительные линейные размеры. Наличие протяженного включения устраняло возможность случайного выпадения полностью или частично нерастворенного включения, что наблюдалось на некоторых предыдущих экспериментах.
Effect of Ni content, for every W/Ti ratio, on the product constituents is shown in Table 3. These results which were obtained from the XRD data showed that up to a certain W/Ti ratio in the sample, the product consists of Ni+(Ti, W)C. Above this ratio, WC also appears in the product. For each Ni content, there exists a W/Ti ratio above which TiC phase becomes saturated with tungsten. In samples with higher Ni content, carbide phase is saturated with W at a lower W/Ti ratio.
Effect of the Ni content on the tungsten-exchange in TiC lattice was also investigated using the TiC lattice parameter as a measure of tungsten-exchange. The results are shown in Fig. 4 as a plot of the lattice parameter of (Ti, W)C solid solution vs. the Ni content for different W/Ti ratio. This figure shows that for a fixed W/Ti initial ratio, the carbide lattice parameter is almost independent of the Ni content. It means for a fixed W/Ti ratio in the raw mixture, Ni as the matrix has a negligible influence on the tungsten-exchange in the carbide phase. Fig. 4 also shows that in samples with fixed Ni content, the carbide lattice parameter decreases with increasing W/Ti ratio in the sample. This means that the higher the W/Ti ratio in the sample, the higher this ratio in the carbide phase.

Fig. 4. Effect of the Ni content on the lattice parameter of carbide phase with different W/Ti ratio.
The micrograph shown in Fig. 5 indicates that the higher the Ni content, the more evenly are the carbide particles dispersed. It is also evident that (Ti, W)C particles have rounded morphology which is the typical morphology of TiC in the matrices of the iron group metals.

The volumetric proportion of (Ti, W)C and the binder phase (Ni) has a considerable influence on the carbide particle size. As shown in Fig. 5, (Ti, W)C grain size decreases with an increase in the amount of binder. Nickel as the binder (matrix) has a dual effect on the (Ti, W)C particle size and distribution. On one hand it reduces the combustion temperature (the higher the Ni content, the lower the combustion temperature), and on the other hand it increases the volume of the binder phase which, in turn, prevents the coalescence of the carbide particles resulting in a more uniform and fine-grained structure.
As mentioned above, an increase in the amount of matrix phase results in a decrease of carbide particle size. This can also be explained by noting that combustion temperature decreases as the amount of binder (e.g. Ni) increases in the sample. Since the grain growth is exponentially dependent upon temperature, one would expect the sample that contains more nickel to have smaller carbide grains.
The porosity of the product is also affected by the amount of binder in the reactant mixture. The higher the Ni contents in the mixture, the lower the combustion temperature, and thus the lower the microshrinkage cavity and gas pore formation in the products. This effect is shown in Fig. 6.

Fig. 6. Electron micrograph showing porosity of two different samples.
3.3. Effect of carbon content
When the ratio of carbon to Ti+W is reduced to 0.5, some unreacted Ti or Ti+W remains in the matrix of the product. This alloyed matrix is a favorable property when the master alloy is to be used for addition to molten titanium to produce (W, Ti)C reinforced titanium matrix composites.
3.4. Properties of W-saturated carbides
Effect of both Ni content and W/Ti ratio on carbide constituent is shown in Fig. 7. It is seen that for every Ni content, if W/Ti increases above a critical W/Ti, WC appears in products. Increasing Ni % decreases this critical W/Ti ratio. The density of W saturated carbides was calculated, the result of which shows that the density of these carbides is very close to the density of Ni (Table 4). This is an advantage when Ni–(Ti, W)C is used as a master alloy for addition to molten Ni or Ni alloy.
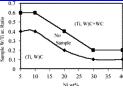
Fig. 7. The domain of relative predominance of carbide phases. Table 4. Characteristics of W-saturated samples
| Sample code | W-exchange (mol%) | Lattice parameter (A) | Carbide density (s/cm3) |
|---|---|---|---|
| B4 | 37,7 | 4,3018 | 9,27 |
| C4 | 36,0 | 4,3011 | 9,08 |
| D3 | 39,9 | 4,3080 | 9,48 |
| E2 | 32,2 | 4,3152 | 8,68 |
| F2 | 31,0 | 4,3133 | 8,45 |
4. Conclusions
1. The production of Ni–(Ti, W)C composites using the combustion synthesis method is feasible.
2. Solution of W in TiC increases carbide density and decreases its lattice parameter. By changing W/Ti in starting materials, W-solubility in TiC can be controlled.
3. Increasing W/Ti more than critical W/Ti ratio results in WC formation in products.
4. By increasing Ni content, volume fraction of carbide in composite can be controlled.
5. W-exchange in saturated carbides is about 31–40 mol%.
6. The density of tungsten saturated (Ti, W)C is very close to that of Ti. This is a favorable property for Ni–(Ti, W)C master alloy.
7. (Ti, W)C can be produced in a matrix of Ni or Ni–Ti alloy by reducing carbon content in starting materials.
References
- H.C. Yi and J.J. Moore , Review—Self-propagating high temperature (combustion) synthesis (SHS) of powder-compacted materials. J. Mater. Sci. 25 (1990), pp. 1159–1168.
- S.D. Dunmead, D.W. Readey and C.E. Semler , Kinetics of combustion synthesis in the Ti–C and Ti–C–Ni systems. J. Am. Ceram. Soc. 72 12 (1989), pp. 2318–2324.
- J.B. Holt and Z.A. Munir , Combustion of titanium carbide: theory and experiment. J. Mater. Sci. 21 (1986), pp. 251–259.
- M.J. Capaldi, A. Saidi and J. Wood , Reaction synthesis of TiC and Fe–TiC composites. ISIJ Int. 37 2 (1997), pp. 188–193.
- A.G. Metcalfe et al., The mutual solid solubility of tungsten carbide and titanium carbide. J. Ins. Met. 73 (1947), pp. 591–607.
- A. Saidi , Reaction synthesis of Fe–(Ti, W)C composites. J. Mater. Process. Technol. 89–90 (1990), pp. 141–144.
- A. Saidi, M. Golozar, J. Wood, J.L.F. Kellie, Combustion synthesis of Fe–TiC and Fe–(Ti, W)C composites, in: Proceedings of the International Conference on Thermomechanical Processing of Steel and Other Materials, 1997.
- V.A. Knyazik, A.G. Merzhanov, V.B. Solomonov and A.S. Shteinberg , Macrokinetics of high-temperature titanium interaction with carbon under electrothermal explosion conditions. Comb. Explo. Shock Wave 21 (1985), pp. 333–337.
- V.A. Knyazik, A.S. Shteinberg, High-temperature interaction in the Ta–C system under electrothermal explosion conditions, J. Mater. Synth. Process 1 (1993) 85–91.