ИССЛЕДОВАНИЕ СТРУКТУРЫ И СВОЙСТВ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДА ТИТАНА
Хрящева М.С.
Донецкий национальный технический университет
Донецкий национальный технический университет
Источник: Cтуденческий сборник статей физико-металлургического факультета - 2009 - Донецьк, ДонНТУ - 2009.
Сплавы на основе карбида титана с никелевой и железной связкой являются перспективными для изготовления прокатных валков в замен вольфрамовых в первую очередь благодаря экономичности и в то же время достаточно высоким комплексом прочностных свойств. Карбид титана обладает более высокой, чем WC, температурой плавления, твердостью и окалиностойкостью, однако несколько уступает карбиду вольфрама по модулю упругости и теплопроводности. Полная замена карбида вольфрама в составе твердых сплавов карбидом титана требует разработки и применение таких металлических связок, которые наряду с высокой твердостью и прочностью обладали бы повышенной пластичностью. [1,2]
В связи с этим были проведены исследования структуры и свойств твердых сплавов на основе карбида титана с металлической железо-никилиевой связкой.
Исследования проводились на образцах сплавов Т50Н10Ж и Т50Н40Ж, Т35Н19Ж46, которые имеют следующий химический состав:
Т50Н10Ж: TiC=50%; Ni=10%; остальное железо;
Т50Н40Ж: TiC=50%; Ni=40%; остальное железо;
Т35Н19Ж46: TiC=35%; Ni=19%; Fe=46%.
Опытные образцы были изготовлены методом горячего вакуумного прессования. На предложенных образцах были смоделированы предполагаемые температурные условия работы поверхности прокатных валков из этих материалов.
В качестве сравнительного образца использовался сплав на основе карбида вольфрама, титана, тантала и кобальтовой связки, а именно образец резца марки ТТК, который использовался при обработке круглой заготовки. Исследования проводились на образце именно из этой группы сплавов, т. к. эти сплавы являются «универсальными», и инструмент из них применяют как для обработки стали, так и чугуна благодаря их свойствам.
Был выбран сплав ТТ7К12, который имеет следующий химический состав: WC=81%; TiC=4%; ТаС=3%; Co=12%.[3]
Определение окисленности поверхности осуществлялись визуально. Нагрев производился в камерной печи до температур 600°С и 700°С. Уже после часа выдержки при температуре 600°С на образце отмечалось потемнение полированной поверхности. При температуре 700°С и выдержке 30 минут на образце ТТК было обнаружено появление желто-зеленой пленки в местах полировки, после продолжения выдержки при этой же температуре в течении еще 30 минут, обнаруженная ранее пленка образовалась равномерно по всей рабочей поверхности образца ТТК.
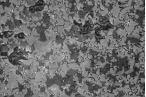
Это может говорить о том, что началось интенсивное окисление. После 2х часовой выдержки и травления при температуре 530-540°С в течение 15 минут был сделан снимок микроструктуры (рисунок а). Таким образом одной из причин выхода из строя резцов типа ТТК во время продолжительной работы является интенсивное окисление уже при 700 °С.
Основываясь на полученных данных такому же испытанию подверглись и опытные образцы Т50Н10Ж, Т50Н40Ж, Т35Н19Ж46. Нагрев производился до 600°С, 700°С, 800°С и 900°С. Длительность выдержки составила 2 часа при каждой температуре. После выдержки на 700°С на образцах Т50Н10Ж и Т35Н19Ж46 было обнаружено равномерное потемнение поверхности по всему объему, тогда как на образце Т50Н40Ж лишь неравномерные темные пятна. Видимые результаты были достигнуты лишь при нагреве до 900°С, тогда на всех трех образцах образовалась заметная плотная пленка окислов.
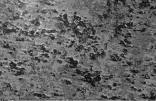
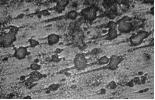
На образцах были приготовлены шлифы с помощью полировки алмазной пастой на деревянной подложке, затем производилось тепловое травление: Т50Н10Ж – при 570-580°С в течение 30 мин. (рисунок б), Т50Н40Ж - при 750-760°С в течение 30 мин. (рисунок в), Т35Н19Ж46 - при 570-580°С в течение 15 мин. (рисунок1г). Микроструктурный анализ проведен на микроскопе “Neophot-21”.
 |  |  | 
|
|---|---|---|---|
| а | б | в | г |
По полученным данным можно сделать следующий вывод:
1. Проведенная сравнительная оценка образца ТТК и опытных образцов Т50Н10Ж, Т50Н40Ж, Т35Н19Ж46 показала явное преимущество последних; при длительной работе уже при 700°С образец начинает интенсивно окисляться.
2. По полученным микроструктурам видно, что наиболее интенсивному окислению подвергается сплав Т35Н19Ж46 в сравнении с Т50Н10Ж и Т50Н40Ж, это говорит о том, что первой начинает окисляться железная связка и исследование этого сплава при длительной работе при 900°С не является перспективным.
3. Т50Н10Ж в сравнении с Т35Н19Ж46 имеет практически одинаковое количество железа, однако не так интенсивно подвергается газовой коррозии. Это происходит, т. к. в структуре находится больше карбидов титана, которые в свою очередь являются «барьерами» для окисления.
4. Из представленных материалов следует, что наибольшим сопротивлением к окислению обладает сплав Т50Н40Ж, так как в его составе мало железной связки и много никеля.
Литература
- Панов В.С., Чувилин А.М. Технология и свойства спеченных твердых сплавов и изделий из них. - М.:Миссис,2001. - 216с.
- Киффер Р., Бенезовский Ф. Твердые сплавы. – М.:Металлургия, 1971. – 196с.