
Накопленный опыт эксплуатации сварных изделий показывает, что с течением времени происходит разрушение их элементов, как правило, по сварным соединениям вследствие воздействия температурных и силовых нагрузок, различных видов коррозии и других факторов. Это обусловлено тем, что для сварных соединений характерны структурная неоднородность и наличие концентрации остаточных напряжений, не соответствующих им в соединяемых частях металлоконструкций.
Получаемая структура и свойства сварных соединений зависят от диффузионного перемещения легирующих элементов, которое может определять степень неоднородности сварных соединений и протекание фазово-структурных превращений. Следует учесть, что для сварных соединений важны пограничные диффузионные процессы, которые идут там активнее, чем по телу зерна; в свою очередь это связано с большей плотностью несовершенств кристаллического строения по границам зерен. В результате этого сосредоточение по границам зерен различного рода примесей определяет возможность значительного изменения свойств металла сварных зон, их поведение при различных видах обработки, что в большей степени определяется скоростью диффузии легирующего элемента в зависимости от характера и степени легирования стали [1].
При этом одной из важнейших является задача повышения качества сварных соединений и их надежности ввиду острой необходимости снижения возможности возникновения аварийных ситуаций, сопровождающихся большими материальными затратами на их устранение. При этом важно получение равнопрочного сварного соединения, получение сварного шва с управляемыми свойствами, в частности за счет снижения его напряженно-деформированного состояния и достижения свойств, максимально приближающихся к свойствам основного металла. Решение этой задачи возможно путем использования деформационно-термического воздействия на сварное соединение [2 - 4] .
Целью данной работы является изучение влияния комбинированных обработок, таких как горячая деформация прокаткой, обработка низкотемпературной плазмой, на качество сварного соединения.
Для исследования изготовили образцы из сталей 20, 20Х, 18ХГТ и 30ХГСА. Образцы из сталей 20Х, 18ХГТ и 30ХГСА сваривали электродом типа СВ08Г2С (% масс.: 0,076 С; 1,96 Mn; 0,88 Si; 0,014 S; 0,024 P; 0,044 Cr; 0,017 Ni; 0,022 Cu; 0,005 Al;0,005 As; 0,007 N), а образцы из стали 20 электродом типа УОНИ-13/45 (% масс. : 0, 11 С; 0,45-0,8 Mn; 0,2-0,3 Si; 0,03 S; 0,035 P).
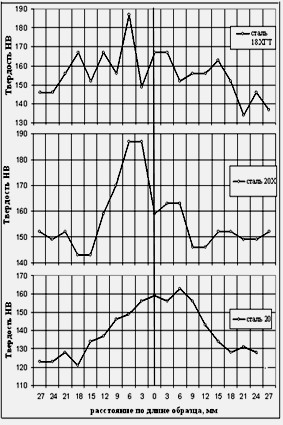
Измерение твердости показало, что ее распределение по сечению сварных соединений неравномерно (рис.1), что обусловлено неоднородностью формируемых структур (рис. 2).
Рис. 1. Распределение твердости вдоль сварных соединений
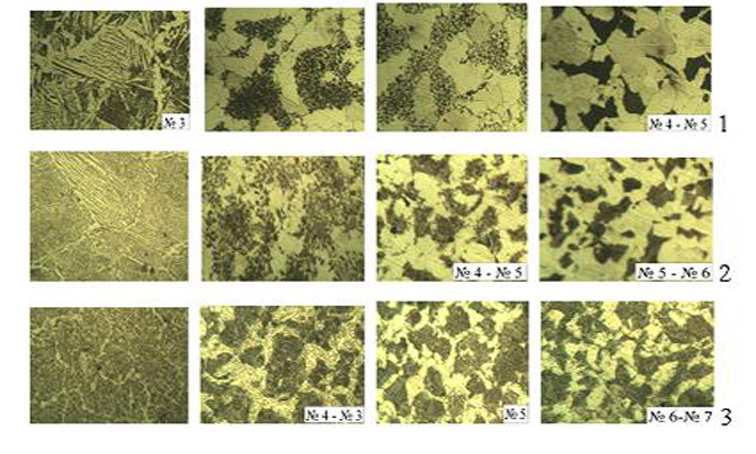
Рис. 2. Микроструктура сварного шва и околошовной зоны сталей 20 (1), 20Х (2), 18ХГТ (3), расстояние от центра шва, мм: а) 3; б) 9; в) 12; г) 15; х400. Номер зерна по ГОСТ 5639 – 82 [1]
Из данных видно, что с увеличением степени легирования стали структура в сварном соединении становится более равномерной, зерно в зонах термического влияния несколько измельчается, что также проявляется в увеличении твердости, а значит благоприятном влиянии на дальнейшее упрочнение сварных соединений. Структура сварного соединения из стали 18ХГТ является наиболее мелкозернистой, что особенно проявляется в околошовной зоне и объясняется большим легированием и содержанием в своем составе титана, который сдерживает рост зерна при высоких температурах. Введение дополнительно легирующих элементов оказывает влияние и на свойства сварных соединений, что видно по увеличению твердости вдоль сварного соединения с увеличением легирования.
Дальнейшую обработку сварных соединений осуществляли методом горячей деформации прокаткой. Сваренные полосы нагревали в трубчатой электрической печи типа Т- 40/ 600, далее выдерживали образцы в печи и деформировали прокаткой сварной шов до уровня толщины образцов основного металла на лабораторном стане “дуо” с регулируемыми нажимными винтами со скоростью прокатки 0,263 м/с и различными паузами между пропусками. Параметры горячей прокатки сваренных образцов представлены в таблице.
Таблица – Параметры горячей прокатки сварных образцов
| Сталь | Толщина образцов, мм | Тнагр.,0С | Время выдержки в печи, мин | Пауза между пропусками, с | Число пропусков в клети |
| 20 | 9,5 | 950 | 19 | 12 | 1 |
| 20 | 9,5 | 950 | 19 | 31 | 2 |
| 20Х | 10 | 950 | 15 | 11 | 1 |
| 20Х | 10 | 950 | 15 | 19 | 2 |
| 18ХГТ | 9 | 950 | 18 | 7 | 1 |
| 18ХГТ | 9 | 950 | 18 | 42 | 2 |
| 30ХГСА | 8 | 950 | 13 | 4 | 1 |
| 30ХГСА | 8 | 950 | 13 | 15 | 2 |
Прокатку сварного шва до уровня основного металла проводили по- разному: в первом случае прокатку вели в одном направлении за 1 проход, во втором - прокатку в разных направлениях в режиме “ реверс” за 2 прохода, после этого охлаждение образцов проводили на воздухе. После сварки контролировали твердость вдоль сварного соединения по методу Роквелла с использованием прибора ТК-2 по ГОСТ 6996-66 (рисунок 3).
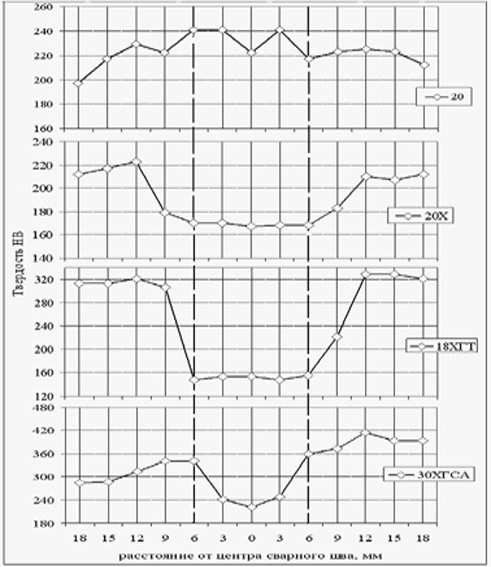
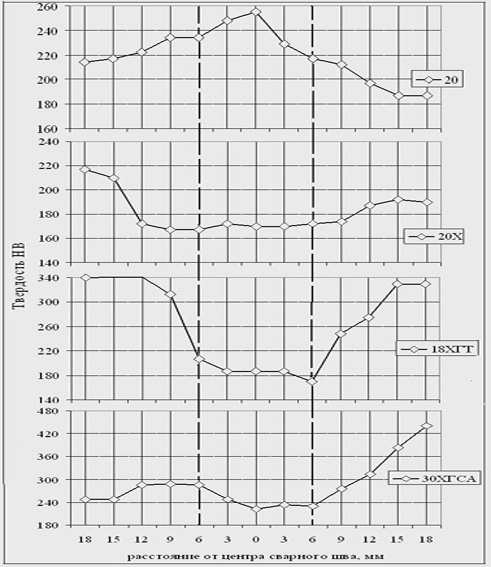
Рисунок 3 Распределение твердости вдоль сварных соединений: а) прокатка в одном направлении; б) прокатка в двух направлениях (пунктир – сварной шов)
Из рисунка видно, что образцы из стали 20, сваренные более углеродистым электродом, чем образцы из сталей 20Х, 18ХГТ и 30ХГСА, имеют более равномерные свойства вдоль сварного соединения после горячей прокатки во всех направлениях, что связано с приближением химического состава металла шва к составу основному металлу, а образцы из остальных сталей имеют после обработки неоднородные свойства по сечению, так как металл шва значительно отличается от свариваемого металла. Однако свойства сварных соединений из сталей 20Х, 18ХГТ и 30ХГСА более равномерны при прокатке в режиме “ реверс”, чем при прокатке в одном направлении, что связано со структурными изменениями в процессе горячей прокатки в зависимости от числа пропусков и направления прокатки.
Обработка сварных соединений из стали 20 методом горячей деформации прокаткой по другой технологии показала иные результаты. Сваренные полосы нагревали до температур 950- 970 оС, далее выдерживали образцы в печи 15 мин и деформировали прокаткой сварного шва до уровня основного металла с паузами между пропусками 6- 8 сек. Прокатку сварного шва до уровня основного металла проводили по- разному: в первом случае прокатку вели в одном направлении за 4 прохода, во втором - прокатку в разных направлениях в режиме “ реверс” за 4 прохода, после этого охлаждение образцов проводили на воздухе.
В результате после проведения горячей деформации прокаткой получили структуру и свойства сварных стержней, отличающиеся от исходных. В частности на образцах до горячей деформации прокаткой наблюдается разнозернистость и неоднородность структуры по сечению. По микроструктуре зон сварного соединения, состоящей из феррита и перлита наблюдается крайне неоднородная структура, особенно в зоне нормализации, где балл зерна колеблется в пределах № 6 - 4 по ГОСТ и зерна имеют неравновесное строение, что не характерно для зоны нормализации. После горячей деформации прокаткой в одном направлении структура сварного соединения становится более неоднородной и неравновесной, что также говорит о понижении его качества, однако после деформации прокаткой в разном направлении структура становится более однородной, в структуре сварного соединения происходят процессы рекристаллизации, что приводит к выравниванию свойств по сечению образца, повышению его качества и прочности, то есть частичному упрочнению сварного соединения [5] .
Дальнейшими целями магистерской работы является исследование влияния обработки низкотемпературной плазмой и химико-термической обработки на структуру и свойства сварных соединений.