В технологии машиностроения одним из наиболее крупных и принципиальных достижений на протяжении уже длительного периода времени явилась обработка металлов с весьма высокими скоростями резания, получившая название скоростной обработки резанием.
Возможность скоростного резания металлов стала результатом, как усовершенствования твёрдых сплавов, так и развития новых принципов конструирования и эксплуатации режущих инструментов.
Основными видами скоростного резания металлов являются: скоростное точение и растачивание, фрезерование, зубофрезерование, строгание и сверление.
Отличительной особенностью всех видов высокоскоростной обработки является применение инструментальных материалов отличающихся повышенной прочностью и износостойкостью. Широкое распространение получили такие инструментальные материалы как твердые сплавы и металлокерамика.
Развитие скоростного резания предъявило новые требования к станкостроению и абразивной промышленности.
Современные станки должны характеризоваться:
— достаточной мощностью, жесткостью и виброустойчивостью;
— широким диапазоном скоростей шпинделя, предпочтительно с электронным управлением, допускающим плавное регулирование;
— более широким применением гидравлических и электрических приборов;
— хорошо смазывающимися и хорошо сбалансированными шпинделями;
— наличием конвейерной уборки стружки;
— надёжным обильным охлаждением режущих инструментов;
— эффективными способами подачи изделия к станку и от станка;
— пневмоприспособлениями для зажима.
Основное требование к абразивной промышленности — производство широкой номенклатуры алмазных кругов, крайне необходимых для качественной заточки современных твёрдых сплавов.
Наблюдение за внешним видом стальной стружки, снимаемой резцами с положительными и отрицательными передними углами (+ 20°; + 10°; 0°; - 20°) показывает, что во всех случаях увеличение скорости резания приводит к увеличению радиуса завитков стружки. При снимаемом сечении стружки t * s = 3,0 * 0,1 мм2 и работе резцами с положительными передними углами на небольших скоростях резания (порядка 20 м/мин) стружка имеет вид туго закрученных архимедовых спиралей. По мере же увеличения скорости резания она приобретает форму сплошной спиральной ленты, диаметр завитка которой вырастает от 15 до 20 мм. при скоростях порядка 100 м/мин и до 50 см при скоростях 300 м/мин. Одновременно с этим происходит и изменение цвета стружки от светлого (стального) до синего. При работе резцами с отрицательными передними углами на небольших скоростях резания (порядка 20 м/мин) стружка сходит завитками, длиной не более одного завитка; при больших скоростях резания стружка имеет форму сплошной спиральной ленты, радиус завитков, которой растет значительно быстрее, чем для резцов с положительными передними углами. Так, при отрицательном переднем угле ![]() = - 10° на скоростях резания более 200 м/мин стружка сходит в виде прямой (неспиральной) ленты. При угле
= - 10° на скоростях резания более 200 м/мин стружка сходит в виде прямой (неспиральной) ленты. При угле ![]() = - 20° и скорости резании v = 60 м/мин стружка ломается на отрезке в 2 — 4 завитка, и уже при скорости резания более 75 м/мин она сходит в виде прямой (неспиральной) ленты.
= - 20° и скорости резании v = 60 м/мин стружка ломается на отрезке в 2 — 4 завитка, и уже при скорости резания более 75 м/мин она сходит в виде прямой (неспиральной) ленты.
Цвет стружки изменяется так же, как и при положительных передних углах.
 |
 |
|---|---|
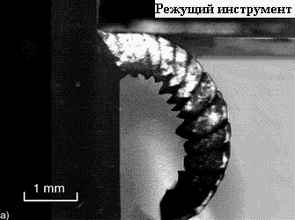
Рисунок 1 — Формирование стружки при скорости |
Рисунок 2 — Формирование стружки при скорости |
На стружках, снятых резцом с отрицательным передним углом ![]() = - 20° заметны весьма сильные сдвиги отдельных элементов (наружная поверхность стружки пилообразна) даже при подаче s = 0,l мм/об. При больших скоростях резания эти сдвиги становятся менее заметными и при скоростях, превышающих 200 м/мин, стружки, снятые резцом
= - 20° заметны весьма сильные сдвиги отдельных элементов (наружная поверхность стружки пилообразна) даже при подаче s = 0,l мм/об. При больших скоростях резания эти сдвиги становятся менее заметными и при скоростях, превышающих 200 м/мин, стружки, снятые резцом ![]() = - 20° почти не отличаются по виду от стружек, снятых резцом с положительным передним углом. При подачах (толщинах стружки) больших, чем 0,1 — 0,3 мм/об, и невысоких скоростях резания (V = 40 — 50 м/мин) стружка, снимаемая инструментами с отрицательными передними углами, разделена на отдельные элементы, т. е. представляет типичную стружку скалывания.
= - 20° почти не отличаются по виду от стружек, снятых резцом с положительным передним углом. При подачах (толщинах стружки) больших, чем 0,1 — 0,3 мм/об, и невысоких скоростях резания (V = 40 — 50 м/мин) стружка, снимаемая инструментами с отрицательными передними углами, разделена на отдельные элементы, т. е. представляет типичную стружку скалывания.
Можно сделать вывод, что усадка стружки в пределах скоростей резания до 40 м/мин, в особенности при работе с отрицательными передними углами, имеет несомненную тенденцию к увеличению. При увеличении же скорости резания выше 40 м/мин происходит уменьшение усадки стружки, причем особенно интенсивно при работе с отрицательными передними углами.
Большой интерес представляет изучение влияния скорости резания на изменение тангенциальных усилий при работе резцами с положительными и отрицательными углами. Американские ученые, производившие измерение тангенциальных усилий при резании сталей резцами с положительными и отрицательными передними углами в широком диапазоне изменения скоростей резания (от 30 до 350 м/мин), установили, что при больших скоростях резания тангенциальное усилие с увеличением скорости резания возрастает в случае положительных передних углов и, наоборот, уменьшается в случае отрицательных передних углов.
По данным этих исследований величина тангенциального усилия для обоих случаев будет одинаковой, и далее, по мере увеличения скорости резания, усилие резания при отрицательных передних углах будет меньше, чем при положительных.
Опыты проводились по стали 50 и чугуну НВ = 143 в условиях свободного резания резцами с углами ![]() = + 20°; + 10°; 0°, - 10° и - 20° при заднем угле 3°, при подаче s = 0,l мм; резцами с углами
= + 20°; + 10°; 0°, - 10° и - 20° при заднем угле 3°, при подаче s = 0,l мм; резцами с углами ![]() = + 10° и - 10° и задним углом 3°, при подачах 0,2 мм; резцами с углами
= + 10° и - 10° и задним углом 3°, при подачах 0,2 мм; резцами с углами ![]() = + 10° и - 10° и задним углом 8° при подаче 0,05 мм.
= + 10° и - 10° и задним углом 8° при подаче 0,05 мм.
Результаты опытов позволяют сделать следующие выводы.
А. При резании сталей.
1) увеличение скорости резания при работе резцами с положительными передними углами вызывает увеличение тангенциального усилия резания;
2) при резании резцами с нулевым передним углом скорость резания в диапазоне от 50 до 350 м/мин на величину тангенциального усилия резания не влияет;
3) увеличение скорости резания в диапазоне 50 — 400 м/мин при работе резцами с отрицательными передними углами вызывает уменьшение тангенциального усилия резания;
4) значение скорости резания, при которой усилия резания становятся одинаковыми для резцов с отрицательными и положительными передними углами, при обработке стали 50 достигает приблизительно 400 м/мин;
5) в диапазоне скоростей резания от 10 до 40 — 50 м/мин при работе инструментами с нулевым и отрицательным передним углом наблюдается большой разброс экспериментальных данных при общей тенденции к росту усилий с увеличением скорости резания, т. е. имеют место явления, повторяющие изменение усадки стружки в этом диапазоне.
Естественным объяснением такого явления представляется влияние на процесс резания нароста, образование которого в указанном диапазоне скоростей резания протекает наиболее интенсивно.
Б. По чугуну.
1) при работе резцами как с отрицательными, так и с положительными передними углами тангенциальные усилия резания по мере увеличения скорости резания сначала падают, а затем остаются неизменными;
2) при невысоких скоростях резания усилия резания для резцов с отрицательными передними углами больше, чем для резцов с положительными передними углами;
3) при достаточно высоких скоростях резания (более 100 м/мин) усилия резания при работе инструментами с отрицательным передним углом ( ![]() = - 10°) оказываются меньшими, чем при работе с положительным передним углом (
= - 10°) оказываются меньшими, чем при работе с положительным передним углом ( ![]() = + 10°).
= + 10°).
Основываясь на результатах исследований можно сделать вывод о том, что скоростное резание позволяет обеспечить повышение производительности лезвийной обработки при высоком качестве обработанной поверхности. Появление новых инструментальных материалов позволяет значительно повысить скорости резания, однако требует проведения дополнительных исследований для изучения закономерносей высокоскоростного резания.
Список источников
1 Клушин М. И. Скоростное резание металлов // М.: Государственное научно-техническое издательство машиностроительной литературы, — 1947, 124с.
2 Прейс Г.А. Скоростное резание металлов // К. — М.: Машгиз, — 1950, 84с.
3 Скоростное резание металлов. — под. ред. Р. Д. Бейзельмана // М.: Государственное научно-техническое издательство машиностроительной и судостроительной литературы, — 1953, 164с.
4 Journal of Manufacturing Science and Engineering, 2005 by ASME. G. Sutter, A. Molinari.