






Факультет механический
Специальность: Технология машиностроения
Научный руководитель: |
Михайлов Александр Николаевич |




|
Цель работы
Повышение качества изготовления лопаток направляющего аппарата ГТД за счет совершенствования структурного и технологического обеспечения процесса изготовления лопаток направляющего аппарата ГТД.
Актуальность темы
Анализ отказов газотурбинных двигателей (ГТД) в процессе эксплуатации показывает, что большинство повреждений деталей носит усталостный характер, поэтому практическое значение проблемы обеспечения их несущей способности трудно переоценить. Непрерывно растут требования к надежности и материалоемкости ГТД, все более жесткими становятся условия работы и режимы эксплуатационной нагруженноcти.
При создании новых ГТД приходится сталкиваться с необходимостью обеспечения максимального резерва прочности каждой детали с учетом условий эксплуатации и конструктивных особенностей.
Прогнозирование несущей способности деталей ГТД, имеющих сложную форму, различный характер нагружения и условия эксплуатации, является сложной задачей.
Это обусловлено тем, что на сопротивление усталости деталей ГТД влияет большое количество факторов, совокупное значение которых носит неопределенный характер. В связи с этим сопротивление усталости претерпевает существенное изменение от детали к детали и оцениваются в вероятностном аспекте.
Наиболее полное представление о несущей способности деталей ГТД можно получить с помощью семейств кривых усталости, отвечающим требуемым вероятностям разрушения. При прогнозировании сроков службы для заданных условий нагружения необходимо располагать соответствующими функциями распределения пределов выносливости. Однако испытания большого количества таких деталей ГТД, как валы и диски, сопряжено с трудностями и высокой стоимостью. В большинстве случаев удается провести испытания лабораторных образцов из материалов деталей ГТД в условиях, лишь приближающихся к эксплуатационным.
Для суждения о несущей способности деталей по этим данным необходимо искать новые методы, которые с достаточной достоверностью отражали бы влияние на сопротивление усталости геометрических размеров, технологии изготовления и физико-механических характеристик материалов.
Наиболее нагруженными и труднообрабатываемыми деталями современных ГТД являются лопатки, валы и диски. В процессе работы двигателя эти детали подвергаются воздействию знакопеременных и центробежных нагрузок, дополнительных нагрузок от высокочастотных вибраций при наличии коррозионной среды и повышенных температур. На лопатках, эксплуатирующихся в неблагоприятных условиях, развивается эрозия и образуются механические повреждения в виде точечных забоин и вмятин.
В процессе эксплуатации имеются случаи поломки лопаток при соударении с посторонними предметами (птицы, град и др.).
Условия работы и эксплуатационная нагруженность этих деталей заставляет предъявлять к материалам и свойствам поверхностного слоя очень высокие требования.
Следует отметить, что эти детали являются тонкостенными и имеют большое число концентраторов напряжений в виде галтелей, отверстий и др.
Их изготавливают из высоколегированных сталей, титановых и жаропрочных сплавов, чувствительных к конструктивным и технологическим концентраторам напряжений.
При разработке технологического процесса изготовления высоконагруженных деталей ГТД необходимо исходить из задачи обеспечения требуемой точности и формы поверхностей, а также благоприятного сочетания свойств поверхностного слоя.
Зарождение усталостной трещины обычно начинается с поверхности из-за того, что здесь возникают наибольшие циклические напряжения при изгибе, кручении, концентрации напряжений и различных дефектов поверхности. Поэтому качество обработки поверхности деталей ГТД оказывает значительное влияние на сопротивление усталости, особенно для высокопрочных сталей. Степень влияния шероховатости, наклепа и остаточных напряжений на сопротивление усталости деталей можно с определенной вероятностью рассчитать статистическими методами.
Для повышения несущей способности деталей ГТД и снижения их материалоемкости в отрасли широко применяются методы поверхностного пластического деформирования (ППД), позволяющие регулировать свойства поверхностного слоя.
Изменяя режимы ППД, можно управлять параметрами шероховатости, наклепа и остаточных напряжений с учетом структуры материала, масштабного фактора и концентрации напряжений.
Для финишной обработки валов, лопаток и дисков ГТД более широкое применение находят такие методы ППД как алмазное выглаживание, пневмодробеструйное и ультразвуковое упрочнение шариками и др.[1]
Научная значимость работы
Научная значимость заключается в установлении закономерностей между операциями технологического процесса обработки лопаток направляющего аппарата газотурбинного двигателя, создание рациональной структуры технологического процесса обработки лопаток направляющего аппарата газотурбинного двигателя.
Практическая ценность
Практическая значимость заключается в том, что при повышении качества лопаток направляющего аппарата газотурбинного двигателя повышается их долговечность, износостойкость и, соответственно, увеличивается и срок эксплуатации лопаток.
Работа виброустановок для финишной абразивной обработки
деталей основана на принципе использования неуравновешенных
сил, которые создаются при помощи грузов, закрепленных на
концах вала вибратора. Вибратор посредством гибкой связи соединен
с валом электродвигателя, который раскручивает вал вибратора и
приводит в колебательное движение узел контейнера, расположенный на станине виброустановки. Промежуточным звеном между
узлом контейнера и станиной являются амортизаторы, которые
демпфируют колебания, передающиеся на станину от узла контейнера. Виброабразивная обработка представляет собой механический
или химико-механический процесс.
В настоящее время нашли широкое применение:
- виброустановки с горизонтальным валом вибратора и U-образным контейнером объемом 200—1000 л;
- виброустановки с вертикальным валом вибратора и кольцевым полуторовым контейнером объемом 8—200 л;
- виброустановки с вертикальным валом вибратора и спиральным полуторовым контейнером объемом 50 л.
Большая часть виброабразивной обработки выполняется на вибромашинах с горизонтальным валом и контейнером U-образной формы. Вибромашины этого типа благодаря емкому контейнеру прямоугольного сечения в плане позволяют вести обработку средних и крупногабаритных деталей и отличаются простотой формы контейнера. Однако эти установки имеют склонность к образованию зон неравномерной обработки у торцевых стенок, отличаются высокими энергозатратами, трудно поддаются автоматизации отделения обработанных деталей в конце цикла. Вибромашина с вертикальным валом и круглым полуторовым контейнером лишена этих недостатков.
Колебательные движения полуторового контейнера вокруг вертикальной оси вызывают ярко выраженное трехкоординатное перемещение рабочей массы по спиральным траекториям. Различной настройкой по величине неуравновешенных масс и углу между ними можно обеспечить различное число оборотов любого тела рабочей массы вокруг средней окружности полутора за время оборота его вокруг вертикальной оси машины. Это повышает степень взаимодействия между абразивными вибротелами и обрабатываемыми деталями за счет возрастания скорости виброрезания, чего невозможно достичь на вибромашинах с U-образным контейнером.
В контейнер засыпают абразивные гранулы, заливают рабочую жидкость и сообщают механические колебания с частотой 20—50 Гц и амплитудой от 1 до 10 мм.
Под действием колебаний рабочая среда и детали, свободно загруженные в контейнер или закрепленные, приходят в интенсивное движение.
Различают два вида движения рабочей среды: местное (осциллирующее) и общее (круговое).
Местное — движение каждой частицы в отдельности — определяется частотой и амплитудой колебаний и обеспечивает равномерность обработки сложных, в том числе труднодоступных поверхностей деталей.
Правильное сочетание этих двух движений обеспечивает максимальную производительность данного метода обработки.
Частицы рабочей среды, отличаясь по своей массе от обрабатываемых деталей, под воздействием вибраций перемещаются относительно поверхности этих деталей с переменной скоростью. При этом возможны проскальзывания частиц по поверхности деталей с определенным давлением, микроудары, прокатывание и поворот.
При проскальзывании по поверхности деталей абразивные гранулы снимают мельчайшие частицы металла, при микроударах происходит частичное вдавливание металла и местное упрочнение в местах контакта абразивных зерен с поверхностью детали.
Рабочую среду при виброабразивной обработке выбирают в зависимости от чистоты исходной поверхности, требований к качеству виброобработанной поверхности, а также формы и материала обрабатываемой детали.
Рабочая среда состоит из наполнителя и рабочей жидкости. В качестве наполнителя применяют:
- Бой абразивных кругов 25А на керамической связке с величиной зерна 400 мкм.
- Бой шарошлифовальных кругов 14А с величиной зерна 500 мкм.
- Бой фарфора или фарфоровые шарики.
- Формованные абразивные гранулы (уралит и др.).
- Шлифпорошок.
- Стальные закаленные шарики.
- Чугунные литые звездочки.
- Отходы штамповки, вырубки.
- Сечка стальной, латунной и алюминиевой проволоки.
- Стеклянные шарики.
- Деревянные кубики, обрезки кожи, войлока.
Шлифпорошок применяется при виброшлифовании очень мелких деталей, а также при виброполировании с мягкими пористыми наполнителями типа войлочных пыжей.
Абразивные гранулы произвольной формы получают дроблением отходов абразивных кругов или других материалов.
Абразивные гранулы определенной формы получают на специальных формовочных машинах. Они меньше изнашиваются и дают более высокую чистоту поверхности по сравнению с дробленными гранулами. Выполняются они в виде секторов, пирамид, трехгранных призм с прямыми или косыми основаниями. Последние очень хорошо обрабатывают радиусы и скругления в деталях.
При виброабразивной обработке применяются обычно гранулы на керамической связке. Абразивы на бакелитовой и вулканитовой связках как правило, не применяются, так как в процессе работы быстро засаливаются и теряют режущие свойства. Кроме того, на бакелитовую связку отрицательно действуют химически активные присадки рабочих жидкостей.
Твердость гранул абразивного наполнителя определяет их стойкость. Использовать при виброабразивной обработке мягкие гранулы (М, СМ) вообще нецелесообразно из-за большого износа (до 20% и более в час).
Для получения чистоты поверхности, соответствующей данной зернистости абразива, гранулы перед виброобработкой деталей обкатываются в течение 2-5 ч (до скругления острых кромок).
[1]
Размеры гранул определяются формой и размерами закрытых полостей деталей, подлежащих обработке. Во всех случаях гранулы должны быть в 2—3 раза меньше отверстий, пазов и других полостей, подлежащих виброобработке, и в 2—3 раза больше полостей и отверстий, не подлежащих обработке (рис.1).
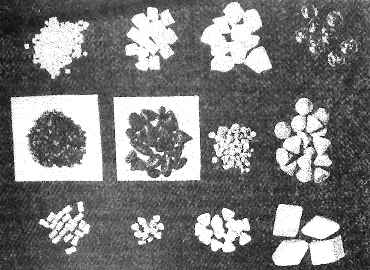 |
Рисунок 1 — Формованные абразивные гранулы для виброабразивной обработки. |
С увеличением размера гранул при виброобработке деталей внавал производительность увеличивается в 2-3 раза, при обработке с закреплением детали влияние размера гранул на производительность незначительно.
Рабочая жидкость при виброобработке необходима для смачивания пыли, образующейся в результате износа абразивных гранул, для восстановления их режущих свойств за счет вымывания отходов обработки и для растворения окислов металла.
В зависимости от требований к выполняемым операциям виброобработки в состав рабочей жидкости вводят определенное количество химических присадок, выполняющих перечисленные функции.
При применении сложных составов рабочих жидкостей с включением поверхностно-активных веществ производительность процесса увеличивается на 15-20%. Это объясняется облегчением
процесса резания в результате снижения прочности поверхностного
слоя детали и химическими реакциями поверхностно-активных
веществ с элементами металла детали.
Виброустановки применяются на операциях: виброшлифования, виброполирования, очистки деталей от нагара, окалины, коррозии, снятия заусенцев, облоя и притупления острых кромок на деталях. Амплитуду и частоту колебаний контейнера определяют производительность, чистота обработанной поверхности, степень глубины наклепа, величина и характер распределения остаточных напряжений. Операции виброшлифования выполняются относительно большими амплитудами (4—6 мм) и меньшими частотами (25—30 Гц), а операции виброполирования — с меньшими амплитудами (2—3 мм) и большими частотами (35—40 Гц).
Величина амплитуды колебаний на применяемых виброустановках регулируется путем разворота дебалансовых грузов на валу вибратора. Частота колебаний, в зависимости от конструкции виброустановки, выбирается постоянной или изменяется за счет сменных шкивов.
На предприятии «Мотор Січ» эксплуатируются 160 единиц виброустановок для обработки более 7 тысяч наименований деталей типа дисков, валов, зубчатых колес, лопаток, штуцеров, мелких штампованных и механообработанных деталей из жаропрочных, титановых, магниевых, алюминиевых сплавов и других материалов.
В результате широкого применения виброабразивной обработки уменьшена доля ручного труда на операциях снятия заусенцев, притупления острых кромок, повышения чистоты поверхности, повышены сопротивление усталости и эксплуатационные характеристики ответственных деталей.
Лопатки являются характерными массовыми деталями авиационных ГТД, работают в условиях высоких статических, динамических и термических нагрузок и во многом определяют ресурс и надежность работы двигателя в целом.[2,3]
Для их изготовления используются высокопрочные титановые сплавы, нержавеющие стали, жаропрочные сплавы на основе никеля, а также композиционные материалы.
Трудоемкость изготовления лопаток в большинстве конструкций ГТД составляет 30—40 % общей трудоемкости двигателя. Эта особенность, наряду с условиями работы лопатки в двигателе, требует использования в производстве прогрессивных методов получения заготовок, современных технологий обработки, особенно на финишных операциях, механизации и автоматизации технологических процессов.
В эксплуатации авиационных ГТД из всех отказов по причинам прочностных разрушений деталей на лопатки приходится около 60%. Подавляющее большинство разрушений лопаток носит усталостный характер. Этому нередко способствуют повреждения лопаток, вызванные попаданием в тракт двигателя твердых частиц (камней при рулении на земле, птиц в полете и т.п.). Это вызывает потребность иметь достаточно высокий запас циклической прочности лопаток, а также принимать специальные технологические и конструктивные меры по повышению их живучести в случае получения повреждений (забоин).
В зависимости от условий работы в двигателе уровень переменных напряжений в лопатках обычно находится в пределах 40—160 МПа, а с учетом необходимого запаса прочности их предел выносливости требуется, как правило, в диапазоне 300—500 МПа. Сопротивление усталости лопатки зависит от материала, конструкции лопатки, технологии ее изготовления, но в любом случае на величину предела выносливости очень сильно влияет состояние поверхностного слоя. Основными факторами, влияющими на качество поверхностного слоя, являются:
- остаточные напряжения — их знак, величина, глубина залегания, характер распределения по сечению детали и др.;
- микрорельеф поверхности — величина и характер микронеровностей, наличие рисок;
- структура поверхностного слоя.
Актуальность задач по повышению сопротивления усталости лопаток привела к разработке и внедрению специальных методов обработки и внедрению в отрасли ряда специальных методов обработки их поверхности. Виброабразивная обработка, а также упрочняющая виброобработка стальными шариками на однотипном оборудовании, которые сочетают шлифование и полирование поверхности с пластическим деформированием поверхностного слоя, в последние годы нашли широкое применение в производстве лопаток.
Место виброабразивной обработки в технологическом процессе механообработки лопаток, как правило, финишный процесс, выполняемый на завершающей стадии обработки. В зависимости от материала лопатки, вида предшествующей обработки, и исходной величины микронеровностей поверхности и некоторых других факторов назначаются режимы обработки — частота и величина амплитуды колебаний, характеристики рабочих тел (бой абразива, формованные вибротела, керамические, стеклянные или металлические шары, деревянные кубики и др.), соотношения масс и др. Это позволяет достигать желаемого результата в достаточно широком диапазоне исходных состояний поверхности. Так, для компрессорных лопаток малых и средних габаритов из стальных и титановых сплавов окончательной формообразующей операцией является холодное вальцевание с последующим скруглением кромок абразивным кругом. В этом случае шероховатость поверхности Rа=1,6 и выше, поэтому используются «мягкие» режимы виброобработки для выравнивания микронеровностей по поверхности и создания сжимающих напряжений в поверхностном слое. При этом применяется обработка «внавал», (без закрепления деталей) в торообразных вибромашинах. В ряде случаев технология обработки предусматривает на окончательных операциях абразивное шлифование с последующим полированием поверхности пера лопатки. Такие лопатки подвергаются более интенсивной виброабразивной обработке для снятия микронеровностей и обеспечения в поверхностном слое остаточных напряжений сжатия.
Реализовать эффективную виброобработку крупных лопаток турбомашин значительно сложнее. Большая масса таких деталей с учетом веса контейнера и рабочей среды делают проблематичным создание вибромашины с приемлемыми частотой и амплитудой колебаний в двух или трех координатах из-за резкого роста потребной мощности приводов и динамических перегрузок элементов машин. Кроме того, такие детали имеют худшее качество исходной поверхности, что снижает производительность обработки.
На предприятии «Мотор Січ» используется метод продольной однокоординатной виброобработки в замкнутом контейнере (ПОВО).
В традиционных отечественных и зарубежных виброабразивных машинах сыпучий наполнитель приводится в движение от колебательных движений днища контейнера, расположенного всегда снизу. При этом наполнитель возвращается обратно свободным падением. Эффективность такого метода недостаточно высока.
Процесс виброабразивной обработки деталей значительно активизируется и интенсифицируется внутри закрытого контейнера с двумя днищами, расположенными напротив друг друга, если сыпучий наполнитель активно колеблется между ними, получая кинетическую энергию толчка от каждого днища. Интенсивность соударений наполнителя с обрабатываемой деталью существенно возрастает. Боковые стенки контейнера выполняются наклонными (коническими), это создает дополнительное обжатие ими наполнителя во время его движения, что увеличивает силы динамического воздействия между абразивным наполнителем и стенками контейнера, внутри которого располагаются обрабатываемые детали ГТД в закрепленном или свободном состоянии.[1]
При виброобработке указанным методом абразивными гранулами и стальными калеными шариками происходят более интенсивные, чем в традиционных вибромашинах, съем металла с поверхности и поверхностное микродеформирование деталей, что увеличивает величину и глубину залегания поверхностных сжимающих напряжений и повышает сопротивление усталости деталей.
На рис.2 представлены кривые изменения шероховатости поверхности лопаток из стали 14Х17Н2Ш от продолжительности обработки на виброустановке с U-образным контейнером (кривая 1 и методом ПОВО (кривая 2). Достижение шероховатости Ra=1.5 мкм методом ПОВО, как следует из рис.2, происходит примерно за 30 мин, а обычной виброабразивной обработкой — 1,5 ч.
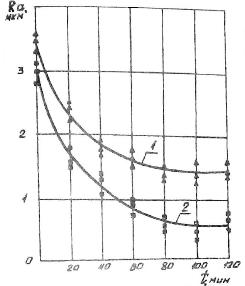 |
Рисунок 2 — Зависимость шероховатости от продолжительности |
В авиационных турбинах направляющий аппарат обычно представляет собой легкую сварную конструкцию из жароупорной стали.[4] Применяются также литые сопловые венцы из жароупорных сплавов и разборные аппараты с отдельными лопатками, вставляемыми в корпус турбины или в кольца - наружное и внутреннее, ограничивающие направляющий аппарат турбины. На рис.3 лопатки вставлены во внутреннее кольцо и направляются угольниками, приваренными к наружному кольцу. Направляющие лопатки охлаждаются воздухом, подаваемым от одной из ступеней компрессора.
 |
Рисунок 3 — Направляющий аппарат турбины. |
Большое значение в решении проблемы обеспечения ресурса и надежности авиационных ГТД, а также создания двигателей новых поколений имеет разработка, совершенствование и создание новых технологических процессов, методов обработки деталей и оборудования, которые повышают не только производительность, но и качество изготовления.
Виброабразивная обработка, а также упрочняющая виброобработка стальными шариками на специальных установках нашли применение в производстве лопаток.
Виброустановки применяют на операциях: виброшлифование, виброполирование, очистка деталей от нагара, окалины, коррозии, снятие заусенцев и притупление острых кромок на деталях.
Для крупных лопаток ГТД используется метод продольной однокоординатной виброобработки в замкнутом контейнере (ПОВО).

|