






Факультет механічний
Спеціальність: Технологія машинобудування
Науковий керівник: |
Михайлов Олександр Миколайович |
Мета роботи
Підвищення якості виготовлення лопаток направляючого апарату ГТД за рахунок вдосконалення структурного і технологічного забезпечення процесу виготовлення лопаток направляючого апарату ГТД.
Актуальність теми
Аналіз відмов газотурбінних двигунів (ГТД) в процесі експлуатації показує, що більшість пошкоджень деталей носять втомний характер, тому практичне значення проблеми забезпечення їх несучої здатності важко переоцінити. Безперервно ростуть вимоги до надійності і матеріаломісткості ГТД, все більш жорсткими стають умови роботи і режими експлуатаційної навантаженості.
При створенні нових ГТД доводиться стикатися з необхідністю забезпечення максимального резерву міцності кожної деталі з урахуванням умов експлуатації і конструктивних особливостей.
Прогнозування несучої здібності деталей ГТД, що мають складну форму, різний характер навантаження і умови експлуатації, є складним завданням.
Це обумовлено тим, що на опір втоми деталей ГТД впливає велика кількість чинників, сукупне значення яких носить невизначений характер. У зв'язку з цим опір втоми зазнає істотну зміну від деталі до деталі і оцінюються в імовірнісному аспекті.
Найбільш повне уявлення про несучу здатність деталей ГТД можна одержати за допомогою сімейств кривих втоми, необхідній вірогідності руйнування. При прогнозуванні термінів служби для заданих умов навантаження необхідно мати в своєму розпорядженні відповідні функції розподілу меж витривалості. Проте випробування великої кількості таких деталей ГТД, як вали і диски, зв'язано з труднощами і високою вартістю. В більшості випадків вдається провести випробування лабораторних зразків з матеріалів деталей ГТД в умовах, що лише наближаються до експлуатаційних.
Для роздумів про несучу здатність деталей за цими даними необхідно шукати нові методи, які з достатньою достовірністю відображали б вплив на опір втоми геометричних розмірів, технології виготовлення і физико-механічних характеристик матеріалів.
Найбільш навантаженими і важкооброблюваними деталями сучасних ГТД є лопатки, вали і диски. В процесі роботи двигуна ці деталі піддаються дії знакозмінних і відцентрових навантажень, додаткових навантажень від високочастотних вібрацій за наявності корозійного середовища і підвищених температур. На лопатках, що експлуатуються в несприятливих умовах, розвивається ерозія і утворюються механічні пошкодження у вигляді точкових забоїн і вм'ятин.
В процесі експлуатації є випадки поломки лопаток при зіткненні із сторонніми предметами (птахи, град і ін.).
Умови роботи і експлуатаційна навантаженість цих деталей примушує пред'являти до матеріалів і властивостей поверхневого шару дуже високі вимоги.
Слід відзначити, що ці деталі є тонкостінними і мають велике число концентраторів напруг у вигляді галтелей, отворів і ін.
Їх виготовляють з високолегованих сталей, титанових і жароміцних сплавів, чутливих до конструктивних і технологічних концентраторів напруг.
Під час розробки технологічного процесу виготовлення високонавантажених деталей ГТД необхідно виходити із завдання забезпечення необхідної точності і форми поверхонь, а також сприятливого поєднання властивостей поверхневого шару.
Зарождение втомної тріщини звичайно починається з поверхні через те, що тут виникають найбільші циклічні напруги при вигині, крученні, концентрації напруг і різних дефектів поверхні. Тому якість обробки поверхні деталей ГТД робить значний вплив на опір втоми, особливо для високоміцних сталей. Ступінь впливу шорсткості, наклепа і залишкових напруг на опір втоми деталей можна з певною вірогідністю розрахувати статистичними методами.
Для підвищення несучої здатності деталей ГТД і зниження їх матеріаломісткості в галузі широко застосовуються методи поверхневої пластичної деформації (ППД), що дозволяють регулювати властивості поверхневого шару.
Змінюючи режими ППД, можна управляти параметрами шорсткості, наклепа і залишкових напруг з урахуванням структури матеріалу, масштабного чинника і концентрації напруг.
Для фінішної обробки валів, лопаток і дисків ГТД ширше застосування знаходять такі методи ППД як алмазне вигладжування, пневмодробеструйне і ультразвукове зміцнення кульками і ін.
Наукова цінність роботи
Наукова цінність полягає у встановленні закономірностей між операціями технологічного процесу обробки лопаток направляючого апарату газотурбінного двигуна, створення раціональної структури технологічного процесу обробки лопаток направляючого апарату газотурбінного двигуна.
Практична цінність
Практична цінність полягає в тому, що при підвищенні якості лопаток направляючого апарату газотурбінного двигуна підвищується їх довговічність, зносостійкість і, відповідно, збільшується термін експлуатації лопаток.
Робота віброустановок для фінішної абразивної обробки
деталей заснована на принципі використання неврівноважених
сил, які створюються за допомогою вантажів, закріплених на
кінцях валу вібратора. Вібратор за допомогою гнучкого зв'язку сполучений
з валом електродвигуна, який розкручує вал вібратора і
приводить в коливальний рух вузол контейнера, розташований на станині віброустановки. Проміжною ланкою між
вузлом контейнера і станиною є амортизатори, які
демпфують коливання, що передаються на станину від вузла контейнера. Віброабразивна обробка є механічним
або хіміко-механічним процесом.
У даний час знайшли широке застосування:
- віброустановки з горизонтальним валом вібратора та U-подібним контейнером об'ємом 200—1000 л;
- віброустановки з вертикальним валом вібратора і кільцевим полуторовим контейнером об'ємом 8—200 л;
- віброустановки з вертикальним валом вібратора і спіральним полуторовим контейнером об'ємом 50 л.
Більша частина віброабразивної обробки виконується на вібромашинах з горизонтальним валом і контейнером U-образної форми. Вібромашини цього типу завдяки ємкому контейнеру прямокутного перетину в плані дозволяють вести обробку середніх і великогабаритних деталей і відрізняються простотою форми контейнера. Проте ці установки мають схильність до утворення зон нерівномірної обробки у торцевих стінок, відрізняються високими енерговитратами, важко піддаються автоматизації відділяння оброблених деталей в кінці циклу. Вібромашина з вертикальним валом і круглим полуторовим контейнером позбавлена цих недоліків.
Коливальні рухи полуторового контейнера навколо вертикальної осі викликають яскраво виражене трьохкоординатне переміщення робочої маси по спіральних траєкторіях. Різним налаштуванням з величини неврівноважених мас і куту між ними можна забезпечити різне число обертів будь-якого тіла робочої маси навколо середнього кола півтора за час оберту його навколо вертикальної осі машини. Це підвищує ступінь взаємодії між абразивними вібротеламі і оброблюваними деталями за рахунок зростання швидкості віброрізання, що неможливо досягти на вібромашинах з U-образним контейнером.
В контейнер засипають абразивні гранули, заливають робочу рідину і повідомляють механічні коливання з частотою 20—50 Гц і амплітудою від 1 до 10 мм.
Под дією коливань робоче середовище і деталі, вільно завантажені в контейнер або закріплені, приходять в інтенсивний рух.
Различают два види руху робочого середовища: місцевий (що осцилює) і загальний (круговий).
Місцевий — рух кожної частинки окремо — визначається частотою і амплітудою коливань і забезпечує рівномірність обробки складних, зокрема труднодоступних поверхонь деталей.
Правильне поєднання цих двох рухів забезпечує максимальну продуктивність даного методу обробки.
Частки робочого середовища, відрізняючись за своєю масою від оброблюваних деталей, під впливом вібрацій переміщаються щодо поверхні цих деталей із змінною швидкістю. При цьому можливі прослизання частинок по поверхні деталей з певним тиском, мікроудари, прокатування і поворот.
При прослизанні по поверхні деталей абразивні гранули знімають найдрібніші частинки металу, при мікроударах відбувається часткове втискування металу і місцеве зміцнення в місцях контакту абразивних зерен з поверхнею деталі.
Робоче середовище під час віброабразивної обробки вибирають залежно від чистоти початкової поверхні, вимог до якості віброобробленої поверхні, а також форми і матеріалу оброблюваної деталі.
Робоче середовище складається з наповнювача і робочої рідини. В якості наповнювача застосовують:
- Бій абразивних кругів 25А на керамічній зв'язці з велічиною зерна 400 мкм.
- Бій шарошліфовальних кругів 14А з велічиною зерна 500 мкм.
- Бій фарфору або фарфорові кульки.
- Формовані абразивні гранули (ураліт і ін.).
- Шліфпорошок.
- Сталеві загартовані кульки.
- Чавунні литі зірочки.
- Відходи штампування, вирубки.
- Січка сталевого, латунного і алюмінієвого дроту.
- Скляні кульки.
- Дерев'яні кубики, обрізки шкіри.
Шліфпорошок застосовується під час віброшліфовання дуже дрібних деталей, а також під час віброполіровання з м'якими пористими наповнювачами типу пижів.
Абразивні гранули довільної форми одержують дробленням відходів абразивних кругів або інших матеріалів.
Абразивні гранули певної форми одержують на спеціальних формувальних машинах. Вони менше зношуються і дають вищу чистоту поверхні в порівнянні з роздрібнюваними гранулами. Виконуються вони у вигляді секторів, пірамід, тригранних призм з прямими або косими підставами. Останні дуже добре обробляють радіуси і округляють в деталях.
Під час віброабразивної обробки застосовуються гранули на керамічній зв'язці. Абразиви на бакелітовій і вулканітовій зв'язках як правило, не застосовуються, оскільки в процесі роботи швидко засолюються і втрачають ріжучі властивості. Крім того, на бакелітову зв'язку негативно діють хімічно активні присадки робочих рідин.
Твердість гранул абразивного наповнювача визначає їх стійкість. Використовувати під час віброабразивної обробки м'які гранули (М, СМ) взагалі недоцільно через великий ізнос (до 20% і більше в годину).
Для отримання чистоти поверхні, відповідної даної зернистості абразиву, гранули перед віброобробкою деталей обкачуються протягом 2—5 г.
Розміри гранул визначаються формою і розмірами закритих порожнин деталей, що підлягають обробці. У всіх випадках гранули повинні бути в 2-3 рази менше отворів, пазів і інших порожнин, що підлягають віброобробці, і в 2—3 рази більше порожнин і отворів, що не підлягають обробці (рис.1).
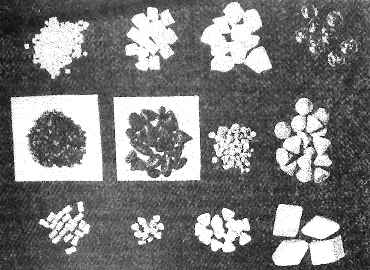 |
Рисунок 1 — Формовані абразивні гранули для віброабразивної обробки. |
Із збільшенням розміру гранул під час віброобробки деталей внавал продуктивність збільшується в 2—3 рази, при обробці із закріпленням деталі вплив розміру гранул на продуктивність незначний.
Робоча рідина під час віброобробки необхідна для змочування пилу, що утворюється в результаті зносу абразивних гранул, для відновлення їх ріжучих властивостей за рахунок вимивання відходів обробки і для розчинення оксидів металу.
Залежно від вимог до виконуваних операцій віброобробки до складу робочої рідини вводять певну кількість хімічних присадок, що виконують перераховані функції.
При застосуванні складних складів робочих рідин з включенням поверхнево-активних речовин продуктивність процесу збільшується на 15—20%. Це пояснюється полегшенням
процесу різання в результаті зниження міцності поверхневого
шару деталі і хімічними реакціями поверхнево-активних
речовин з елементами металу деталі.
Виброустановки застосовуються на операціях: віброшліфовання, віброполіровання, очищення деталей від нагару, окалини, корозії, зняття задирок, облоя і притуплення гострих кромок на деталях. Амплітуду і частоту коливань контейнера визначають продуктивність, чистота обробленої поверхні ступінь глибину наклепа, величину і характер розподілу залишкових напруг. Операції віброшліфованія виконуються відносно великими амплітудами (4—6 мм) і меншими частотами (25—30 Гц), а операції віброполірованія — з меншими амплітудами (2—3 мм) і великими частотами (35—40 Гц).
Величина амплітуди коливань на вживаних віброустановках регулюється шляхом розвороту дебалансових вантажів на валу вібратора. Частота коливань, залежно від конструкції віброустановки, вибирається постійною або змінюється за рахунок змінних шківів.
На підприємстві «Мотор Січ» експлуатуються 160 одиниць віброустановок для обробки більше 7 тисяч найменувань деталей типу дисків, валів, зубчатих коліс, лопаток, штуцерів, дрібних штампованих і механооброблюваних деталей з жароміцних, титанових, магнієвих, алюмінієвих сплавів та інших матеріалів.
В результаті широкого застосування віброабразивноъ обробки зменшена частка ручної праці на операціях зняття задирок, притуплення гострих кромок, підвищення чистоти поверхні, підвищені опір втоми і експлуатаційні характеристики відповідальних деталей.
Лопатки є характерними масовими деталями авіаційних ГТД, працюють в умовах високих статичних, динамічних і термічних навантажень і багато в чому визначають ресурс і надійність роботи двигуна в цілому.
Для їх виготовлення використовуються високоміцні титанові сплави, неіржавіючі стали, жароміцні сплави на основі нікелю, а також композиційні матеріали.
Трудомісткість виготовлення лопаток в більшості конструкцій ГТД складає 30—40 % від загальної трудомісткості двигуна. Ця особливість, разом з умовами роботи лопатки в двигуні, вимагає використання у виробництві прогресивних методів отримання заготовок, сучасних технологій обробки, особливо на фінішних операціях, механізації і автоматизації технологічних процесів.
В експлуатації авіаційних ГТД зі всіх відмов з причин прочностних руйнувань деталей на лопатки доводиться близько 60%. Переважна більшість руйнувань лопаток носять втомний характер. Цьому нерідко сприяють пошкодження лопаток, викликані попаданням в тракт двигуна твердих частинок (каменів при рулюванні на землі, птахів у польоті і т.п.). Це викликає потребу мати достатньо високий запас циклічної міцності лопаток, а також вживати спеціальні технологічні і конструктивні заходи по підвищенню їх живучості у разі отримання пошкоджень (забоїн).
Залежно від умов роботи в двигуні рівень змінних напруг в лопатках звичайно знаходиться в межах 40—160 МПа, а з урахуванням необхідного запасу міцності їх межа витривалості потрібна, як правило, в діапазоні 300—500 МПа. Опір втоми лопатки залежить від матеріалу, конструкції лопатки, технології її виготовлення, але у будь-якому випадку на величину межі витривалості дуже сильно впливає стан поверхневого шару. Основними чинниками, що впливають на якість поверхневого шару, є:
- залишкові напруги — їх знак, величина, глибина залягання, характер розподілу по перетину деталі і др.;
- мікрорельєф поверхні — величина і характер мікронерівностей, наявність рисок;
- структура поверхневого шару.
Актуальность завдань по підвищенню опору втоми лопаток привела до розробки і впровадження спеціальних методів обробки і впровадження в галузі ряду спеціальних методів обробки їх поверхні. Віброабразівная обробка, а також що зміцнює віброобработка сталевими кульками на однотипному устаткуванні, які поєднують шліфування і полірування поверхні з пластичною деформацією поверхневого шару, останніми роками знайшли широке застосування у виробництві лопаток.
Місце віброабразивної обробки в технологічному процесі механообробки лопаток, як правило, фінішний процес, що виконується на завершаючій стадії обробки. Залежно від матеріалу лопатки, виду попередньої обробки, і початкової величини мікронерівностей поверхні і деяких інших чинників призначаються режими обробки — частота і величина амплітуди коливань, характеристики робочих тіл (бій абразиву, формовані вібротела, керамічні, скляні або металеві кулі, дерев'яні кубики і ін.), співвідношення мас і ін. Це дозволяє досягати бажаного результату в достатньо широкому діапазоні початкових станів поверхні. Так, для компресорних лопаток малих і середніх габаритів із сталевих і титанових сплавів остаточною формоутворювальною операцією є холодне вальцування з тим, що подальшим округляє кромок абразивним кругом. В цьому випадку шорсткість поверхні Rа=1,6 і вище, тому використовуються «м'які» режими віброобробки для вирівнювання мікронерівностей по поверхні і створення стискуючих напруг в поверхневому шарі. При цьому застосовується обробка «внавал», (без закріплення деталей) в торообразних вібромашинах. У ряді випадків технологія обробки передбачає на остаточних операціях абразивне шліфування з подальшим поліруванням поверхні пера лопатки. Такі лопатки піддаються інтенсивнішій віброабразивній обробці для зняття мікронерівностей і забезпечення в поверхневому шарі залишкових напруг стиснення.
Реализувати ефективну віброобробку крупних лопаток турбомашин значно складніше. Велика маса таких деталей з урахуванням ваги контейнера і робочого середовища роблять проблематичним створення вібромашини з прийнятними частотою і амплітудою коливань в двох або трьох координатах через різке зростання потрібної потужності приводів і динамічних перевантажень елементів машин. Крім того, такі деталі мають гіршу якість початкової поверхні, що знижує продуктивність обробки.
На підприємстві «Мотор Січ» використовується метод продольної однокоординатної віброобробки в замкнутому контейнері (ПОВО).
У традиційних вітчизняних і зарубіжних віброабразивних машинах сипкий наповнювач приводиться в рух від коливальних рухів днища контейнера, розташованого завжди знизу. При цьому наповнювач повертається назад вільним падінням. Ефективність такого методу недостатньо висока.
Процес віброабразивної обробки деталей значно активізується і інтенсифікується усередині закритого контейнера з двома днищами, розташованими навпроти один одного, якщо сипкий наповнювач активно коливається між ними, одержуючи кінетичну енергію поштовху від кожного днища. Інтенсивність зіткнень наповнювача з оброблюваною деталлю істотно зростає. Бічні стінки контейнера виконуються похилими (конічними), це створює додаткове обжимання ними наповнювача під час його руху, що збільшує сили динамічної дії між абразивним наповнювачем і стінками контейнера, усередині якого розташовуються оброблювані деталі ГТД в закріпленому або вільному стані.
Під час віброобробки вказаним методом абразивними гранулами і сталевими розжареними кульками відбуваються інтенсивніше, ніж в традиційних вібромашинах, знімання металу з поверхні і поверхнева мікродеформація деталей, що збільшує величину і глибину залягання поверхневих стискуючих напруг і підвищує опір втоми деталей.
На рис.2 представлені криві зміни шорсткості поверхні лопаток із сталі 14Х17Н2Ш від тривалості обробки на віброустановці з U-подібним контейнером (крива 1 і методом ПОВО (крива 2). Досягнення шорсткості Ra=1.5 мкм методом ПОВО, як видно з рис.2, відбувається приблизно за 30 хв, а звичайною віброабразивною обробкою — 1,5 г.
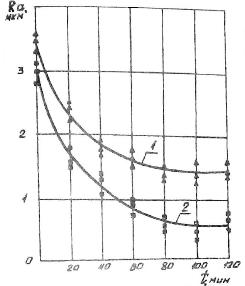 |
Рисунок 2 — Залежність шорсткості від тривалості віброобробки в U-подібному контейнері (1) і методом ПОВО (2). |
В авіаційних турбінах направляючий апарат є легкою зварною конструкцією з жаропрочної сталі. Застосовуються також литі соплові вінці з жаротривких сплавів і розбірні апарати з окремими лопатками, що вставляються в корпус турбіни або в кільця — зовнішнє і внутрішнє, що обмежують апарат турбіни. На рис.3 лопатки вставлені у внутрішнє кільце і направляються косинцями, які приварени до зовнішнього кільця. Направляючі лопатки охолоджуються повітрям, що подається від одного із ступенів компресора.
 |
Рисунок 3 — Направляючий апарат турбіни. |
Велике значення в рішенні проблеми із забезпечення ресурсу і надійності авіаційних ГТД, а також створення двигунів нових поколінь має розробка, вдосконалення і створення нових технологічних процесів, методів обробки деталей і устаткування, які підвищують не тільки продуктивність, але і якість виготовлення.
Віброабразивна обробка, а також зміцнювальна віброобробка сталевими кульками на спеціальних установках знайшли застосування у виробництві лопаток.
Віброустановки застосовують на операціях: віброшліфовання, віброполіровання, очищення деталей від нагару, окалини, корозії, зняття задирок і притуплення гострих кромок на деталях.
Для крупних лопаток ГТД використовується метод продольної однокоординатної віброобробки в замкнутому контейнері (ПОВО).

|