Научная работа преподавателей кафедры «Металлорежущие Станки и Инструмент», ДонНТУ, 2004 год
УДК 621.7
ВЛИЯНИЕ ОСОБЕННОСТЕЙ ПРОЦЕССА АЛМАЗНОГО ШЛИФОВАНИЯ СИТАЛЛОВ НА ДЕФЕКТНОСТЬ ПОВЕРХНОСТНОГО СЛОЯ
Гусев В.В. Калафатова Л.П. Молчанов А.Д.
(Донецкий национальный технический университет, г. Донецк, Украина) Изделия из хрупких неметаллических материалов, в частности, из технических ситаллов в силу их высоких эксплуатационных свойств (высокие прочность на сжатие, термостойкость, возможность работы в агрессивных средах, радиопрозрачность и др.) находят широкое применение в различных отраслях народного хозяйства — энергомашиностроении, ядерной и космической технике, самолето- и приборостроении.
При механической обработке (алмазном шлифовании) изделий из комбинированно-дефектных ситаллов, в первую очередь, на предварительных этапах формообразования, образуется дефектный поверхностный слой, отрицательно влиюощi4й на эксплуатационные характеристики изделий. Сведение к минимуму величины этого слоя определяет степень эффективности их обработки и возможность надежной эксплуатации в сложных условиях.
Выполненными теоретическими и экспериментальными исследованиями подтверждена зависимость интенсивности развития дефектного слоя при обработке технических ситаллов и других хр3шквх неметаллических материалов от уровня напряженно-деформированного состояния зоны резания, определяемого степенью силового воздействия на обрабатываемый материал при его диспергировании, то есть энергоемкостью процесса резания. В свою очередь энергоемкость определяется двумя категориями факторов физико-механическими свойствами обрабатываемых материалов (прочностью, твердостью, хрупкостью, исходной дефектностью, видом и особенностями предшествующей обработки); технологическими параметрами и особенностями процесса обработки. Среди последних обычно учитываются режимы и схемы обработки , технологические и конструкционные особенности инструмента, его режущие характеристики, тип и поверхностная активность по отношению к обрабатываемому материалу используемых смазочно-охлаждающих технологических сред (СОТС).
Однако до настоящего времени практически не исследовало влияние температурного фактора на формирование и развитие дефектного слоя ситалпов, хотя известно, что в процессе обработки абразивным инструментом напряжения при резании не остаются постоянными, а зависят от условий контакта абразивных зерен с обрабатываемым материалом (ОМ).
где ?а — напряжения, возникающие от сил резания; ?в — напряжения, возникающие от изменения температур в поверхностном слое.
Величина теплового потока определяется зависимостью:
где- ?1 — коэффициент линейного температурного расширения исследуемо материала; Кс- константа, характеризующая сопротивление материала развитию трещины; Е — Модуль Юнга; ? и l— соответственно угол ориентации и длина исходной трещины дефекта.
Исходя из представленной зависимости, q2 в значительной степени определяется величиной ?1, возрастая с его уменьшением. Для ситаллов величина ?1 в 8 - 10 раз меньше, чем для металлов. Поэтому для того, чтобы тепловой поток при их шлифовании превысил предельный уровень, необходим весьма высокий градиент температур в зоне резания.
Известно, что при абразивной обработке хрупких неметаллических материалов, дефекты представляют собой систему трещин, возникающих при динамическом взаимодействии зерен инструмента с обрабатываемым материалом и распространяющихся в объеме изделия таким образом, возникает так называемый дефектный или трещиноватый слой материала, глубиной hd.
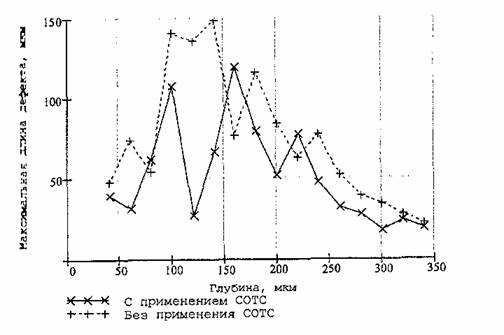
Рис. 1. Изменение максимальной длины дефектов, вызванных обработкой, в зависимости от глубины травления
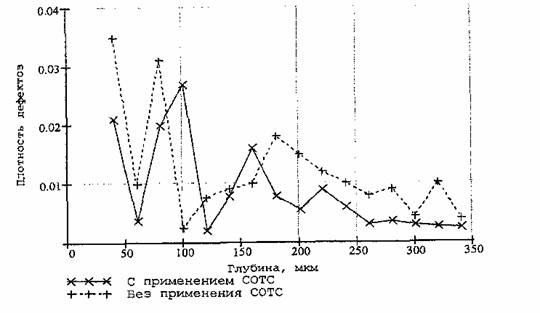
Рис. 2. Вероятность появления дефектов при обработке образцов из ситаллов на различной глубине поверхностного слоя
Как следует из полученных результатов, обработка ситалла с использованием СОТС ведет к тому, что размеры дефектов (см. рис. 1) и их поверхностная плотность (см. рис. 2) уменьшаются по сравнению с обработкой без охлаждения. Глубина дефектного слоя в обоих случаях остается постоянной и составляет 300 — 340 мкм. За пределами этого слоя в обрабатываемом материале содержатся только дефекты структуры ситалла, поперечные размеры которых не превышают 10— 15 мкм. При этом наиболее крупные дефекты, вызванные обработкой, располагаются в диапазоне глубин hd = 100 — 150 мкм и их величина при обработке без охлаждения в 1,3 раза больше, чем при использовании СОТС, а именно 150 мкм против 118 мкм.
Условия обработки, связанные с отсутствием или применением СОТС оказывают влияние и на плотность вероятности распределения дефектов по размерам на разных глубинах (рис. 3). При использовании СОТС гистограмма распределения плотности вероятности появления дефектов, вызванных обработкой, по размерам носит ярко выраженный экспоненциальный характер, то есть с постепенным убыванием плотности вероятности появления дефектов больших размеров, о чем свидетельствуют данные, приведенные на рис. 3,6. Отсутствие СОТС ухудшает условия работы алмазного инструмента. При этом изменяется характер распределения дефектов по размерам, возрастает разброс дефектов по длине при одной и той же глубине травления (см. рис. 3, а), что окажет отрицательное влияние на трудоемкость последующих финишных операций.
Шлифование с использованием СОТС, в рассматриваемом случае — воды, которая помимо охлаждения зоны резания оказывает еще и разупрочняющее действие на диспергируемый материал, сопровождается концентрацией более мелких по сравнению с обработкой всухую дефектов а поверхностном слое образца (см. рис. 1). В настоящих исследованиях не разграничено влияние охлаждающей и диспергирующей функций СОТС на процесс резания. Не учтено также отрицательное воздействие обработки без использования СОТС на изменение режущей способности алмазного инструмента, его износ и стойкость, ввиду того, что эксперимент осуществлялся при поддержании режущих характеристик круга на постоянном уровне. Поэтому направление дальнейших исследований предполагает изучение влияния СОТС на изменение температурного режима процесса шлифования ситаллов но сравнению с обработкой без охлаждения, а также на работоспособность алмазного инструмента и, как следствие, на дефектность формируемой поверхности.
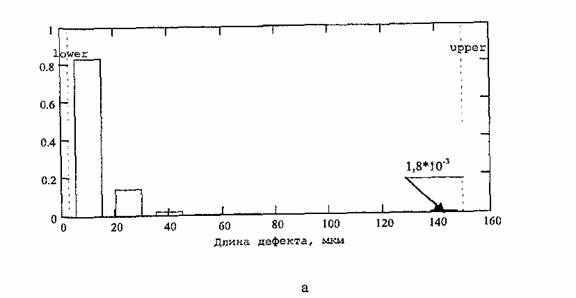

Рис. 3. Гистограмма распределения плотности вероятности появления дефектов, вызванных обработкой, по размерам в условиях шлифования:
а — без использования СОТС; б — при использовании СОТС. Глубина травления поверхностного слоя — 140 мкм.
.
ЛИТЕРАТУРА
1. Калафатова Л.П. Влияние технологической наследственности на эффективность процессов механической обработки стекломатериалов // Справочник. Инженерный журнал. - М.: Машиностроение. - 1997. - №9. _ С.7-11.
2. Гусев В.В. Калафатова Л.П. Влияние состояния рабочей поверхности алмазного инструмента на процесс шлифования хрупких неметаллических материалов. // Вестник Житомирского государственного технологического университета: Научный журнал. - Житомир: ЖДТУ. - 2003. №2 (26). С.49-53.
3. Калафатова Л.П. Диагностика дефектности обработанной поверхности технических ситаллов // Прогрессивные технологии и сисемы машиностроения: Междунар. сб. научн. Трудов. - Донецк: ДонГТУ. - 1997Вып.4. - С. 66-75.