
|
|
|
| Автобиография | Автореферат | Перечень ссылок | Отчет о поиске | Индивидуальное задание |
Stepanov Vadim
«MONITORING CUTTING INGOT ON BLOOMING».
In the production technology of rolled steel bars on the blooming is considered like a quite traditional and therefore it does not attracted developers of measuring and monitoring systems attention. One of the operations carried out over the bars, is cutting it of the piece-blooms. In terms of developers of measurement systems, the conditions are heavy: the old industrial areas with large quantities of dust and vapor, old and wearing out equipment, which is characterized by strong wash bars, especially in the transverse direction. Earlier the requirements for cutting bars at the blooming were not high. However, modern trends of production management demanded inclusion in the automated systems almost all production sites including blooming.
PROBLEM
For accurate cutting of bars on the work piece it is necessary to give cutter information about bar status currently of scissors. With this aim is usually setting the special markers on the table serving as stop landmarks bar at the selected length of cutting. Focusing on these markers, operator produces a cutting bar. However, in such system operator qualification has a big influence on the accuracy of cutting bars. Moreover, with frequent changes of plans in opening bars and considering the high rate of hire likelihood of errors by the cutter increases. One of the decisions is the use of specialized television systems. The example of implementation of such system is well set out in the work [1]. Its principle is based on the receipt on computer screen the digital picture of hot ingot. For accurate bar’s positioning regarding the cutting line, the picture to TV software combine with pre-formed grid. Of course, such system greatly facilitates the work of operator, but it does not allow in all volume to solve problem of automated cutting blooms.
METHOD OF SOLUTION
In designing the control system were used cutting optical correlation meters. This meter is a digital stereo camera with linear matrix photo detector. One of the channels of the camera determines the movement of object in relative units. Using the information from the second channel, determine the distance to the object and as a result is displacement of image is converted into a real movement of the object. These meters are used to track the speed and length of an ingot during pouring the steel on continuous casting machines [2, 3]. Speeds of ingot advancement in it are small, usually the 0,01 ... 0,05 m / s, so realization of correlation meter for such a movement did not encounter much difficulty. However, the blooming ingot speed can reach 2.5 ... 3.0 m / s, so in this case, correlation meter require refinement of algorithms for tracking of hire. Optical indicator continuously analyzes the signal at its matrix photo detectors. If the signal level is less than certain value, a measure moves to the edge of finding a hot ingot. Search mode edges consists of administering the program analyzes the form of a video matrix photo detectors. Fig. 1 schematically shows a situation where the edge of the hot bar is in the field of view of the meter. The form of the video is presented in Fig. 2.
Figure 1 - Entering the edge of an ingot in the field of view measuring
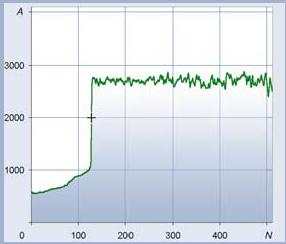
Figure 2 - The video from the edge of an ingot
After detecting the edge of an ingot and calculating its position on the roller meter it goes into tracking mode for the promotion of an ingot of correlation algorithm. In doing so, depending on the luminosity ingot meter automatically adjusts exposure photo rulers to obtain the optimal level of the video.
COMPOSITION OF THE SYSTEM
Optical measurement was located close to submitting the roller at a distance of 2 m from the steel, as shown in Fig. 3. Additional measures for cooling the housing or cleaning optics measuring in industrial operation was not required. Calibration of the meter was made previously in the laboratory, so after installation of the system it was needed to enter only the distance from its optical axis to a line cutting an ingot. Large range of allowable range
ingot substantially facilitates the deployment of the meter near the table.
As an embedded computer used for measuring processor board PCM-3350 (firm Advantech), performed in a PC/104. Software for measuring the optical function of the operating system MS-DOS, which enabled realize the regime «hard» real time. Data transmitted via RS-485 with a rate of 100 information telegrams per second. Each message contained information about the current state of the front edge of bar on the meter, also the current values of the bar speed and its lateral displacement.

Figure 3 - Location of the optical measuring about making table
Fig. 4 shows the general scheme of the measuring system. For communications between the meter and the operator station via RS-485 interface converter used I-7120. In the industrial computer, located in the operator-cutter, is used processor board ROCKY-512 (ICP) with a processor GX1/300 MHz. In the computer PAC-106 (ICP) located power NLP65 (Artesyn Technologies).
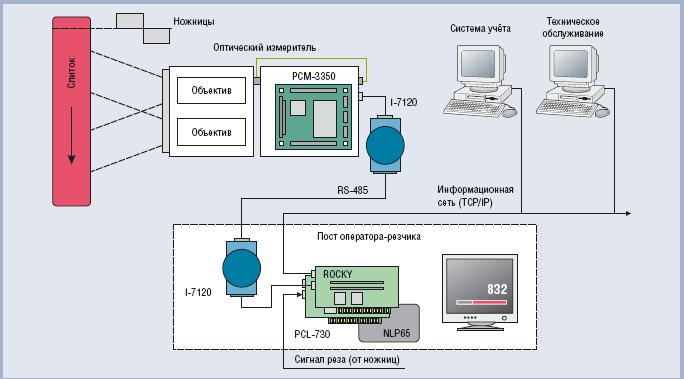
Figure 4 - Block diagram of measuring system
As shown at the Fig. 4 structure of the information system received from the optical meter, is given to computer operator-cutter. The display shows the coordinate of the front edge of bar on the line of cutting scissors. Focusing on the importance of this position, the operator produces ingot for cutting billets, blooms the desired length. For registration of the cutting signal is cut by scissors via a discrete input card PCL-730 (Advantech) to the computer where in the local database is a new record time of cutting, the length of Bloom and his serial number. Computer software sold to cutters operating system Linux. It is possible to organize real-time information for display as a woodcarver, and its transfer into the accounting system and hire top-level monitoring.
INTEGRATION
SYSTEM OF ACCOUNTING
PRODUCTION
Network connects operator’s computer with the server system. Data about the current cutting in real time arrive into accounting system to shop. The current in the system information about melting, mark steel and orders consistent with the current results of cutting. The obtained data are shown in the overall monitoring of production in respect to the passage through the metal shears blooming.
References 1. Азин Е., Будаква С., Кузьмин А., Фонотов И. Информационная система резчика слябов в обжимном цехе // Современные технологии автоматизации. 2001. № 1. С. 22- 25.
2. Иерусалимов И. П., Суковатин И. В. Исследование динамики продвижения слитка в МНЛЗ // Сталь. 2003. № 4. С. 26-29.
3. Аникин А., Иерусалимов И., Суковатин И. Оптический измеритель скорости слитка машины непрерывного литья заготовок // Современные технологии автоматизации. 2001. № 4. С. 22-26.
Автобиография
Автореферат
Перечень ссылок
Отчет о поиске
Индивидуальное задание