Дозированный выпуск стали из ковша в металлоприемник во время разливки осуществляют с помощью затворов, отличающихся характером движения запирающего канал огнеупорного элемента, типом привода и способом прижатия плит.
Основные требования, предъявляемые к затворам сталеразливочного ковша: надежное прижатие подвижной огнеупорной плиты, исключающее проход жидкой стали; высокая износостойкость трущихся металлических частей; отсутствие коробления деталей при воздействии высоких температур; достаточная для преодоления пиковых нагрузок мощность и надежность работы привода в экстремальных условиях; невысокая стоимость изготовления; простота обслуживания.
Существующие конструктивные решения затворов можно отнести к одному из двух типов - шиберному или поворотному. У затворов шиберного типа подвижная огнеупорная плита в процессе работы совершает возвратно-поступательное движение с помощью гидравлического, электромеханического или пневматического привода.
В зависимости от способа сборки скользящие затворы могут быть блочными или кассетными. Блочные затворы предварительно собираются на специальных стендах, а на ковше производится только крепление собраного блока к днищу.
Сборку и прижатие огнеупорных плит кассетных затворов осуществляют непосредственно на сталеразливочном ковше.
Многообразие конструктивных решений существующих разливочных устройств связано с различием условий их применения и концепций проектирования. Так, на металлургических предприятиях Западной Европы и США эксплуатируются затворы с пружинным поджатием плиты, разработанные фирмами "Интерстоп" (Швейцария), "Циммерман унд Янсен" (ФРГ), "Юнайтед Стейтс Стилл" (США).
Использование затворов указанных фирм требует высококачественных огнеупорных изделий и соблюдения строгих правил при их сборке, включая контролируемую с помощью специальных динамометрических ключей затяжку прижимных пружинных элементов [1].
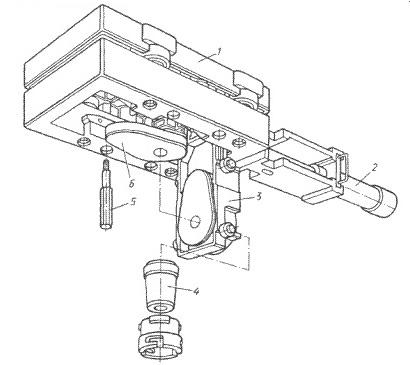
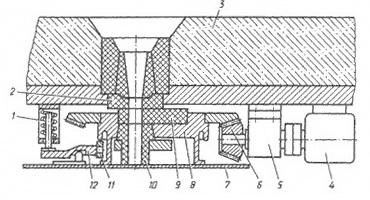
На рис. 1 приведена схема ковшового затвора кассетного типа фирмы "Интерстоп". В затворе используются огнеупорные плиты, разливочный стакан и стакан-коллектор, заключенные в тонкостенные металлические корпуса.
Особенностью конструкции данного затвора является его подвижная обойма с четырьмя роликовыми опорами, позволяющими уменьшить сопротивление ее перемещению и тем самым снизить нагрузку на гидравлический привод. Поджатие нижней плиты к верхней у данного затвора обеспечивается четырьмя пружинными блоками с регулируемым усилием. Для замены изношенных огнеупорных плит подвижную обойму выводят с помощью приводного гидроцилиндра в крайнее положение, в котором одна пара роликов выкатывается за пределы опорных планок, в результате чего обойма откидывается и зависает на второй паре роликов. При этом освобождается доступ к обеим огнеупорным плитам, которые в кратчайшее время могут быть заменены новыми. Для приведения затвора в рабочее положение после переустановки плит подвижную обойму поворачивают относительно пары роликов, находящихся в пазах корпуса, с таким расчетом, чтобы вторая пара роликов оказалась на уровне прижимных планок. Затем с помощью гидроцилиндра подвижную обойму перемещают в нужном направлении до тех пор, пока свободная пара роликов вкатится на поверхность прижимных планок.
Для разливки металла в сталеплавильных цехах металлургических предприятий стран СНГ используется около десятка конструкций шиберных затворов жесткого, рычажно-пружинного и балансирного типов.
Для разливки металла в сталеплавильных цехах металлургических предприятий стран СНГ используется около десятка конструкций шиберных затворов жесткого, рычажно-пружинного и балансирного типов. У скользящих затворов жесткого типа нижняя подвижная обойма с огнеупорной плитой и стаканом-коллектором размещена в корпусе коробчатой формы и перемещается по его направляющим (рис. 2).
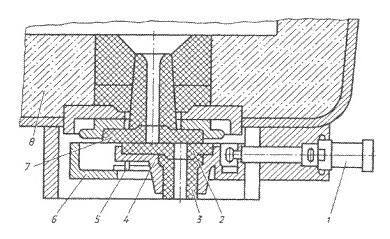
Прижатие подвижной плиты к неподвижной осуществляется с помощью болтов, которые равномерно затягиваются при сборке. Нормальная работа такого затвора, исключающая образование зазора между контактирующими поверхностями огнеупорных плит при нагреве металлических элементов, как показала практика, возможна лишь при изготовлении стяжных винтов, гаек и распорных втулок из жаропрочных сталей или специальных сплавов. В связи с этим на ряде российских предприятий (АО "Новолипецкий металлургический комбинат", АО "Северсталь", АО "Кузнецкий металлургический комбинат") начата замена затворов жесткого типа новыми, более надежными системами, разработанными АО "Вулкан – Т" (г. Тула).
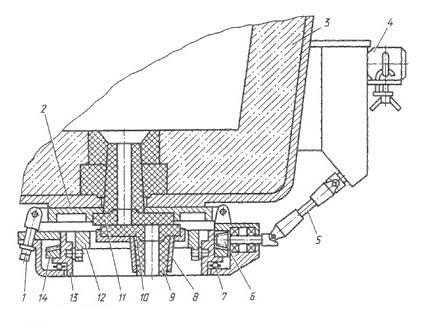
На рис. 3 приведена конструкция затвора балансирного типа, разработанная на кафедре механического оборудования заводов черной металлургии Донецкого национального технического университета (ДонНТУ). Он включает верхнюю и нижнюю огнеупорные плиты, установленные в стальные обоймы. Обойма подвижной плиты опирается на ролики, размещенные в направляющих пазах двух балансиров, закрепленных на Г – образных рычагах, связанных с обоймой верхней плиты при помощи болтовых стяжек и допускающих большие деформации системы (примерно 0,1 мм на 10 кН нагрузки), что позволяет компенсировать неточности сборки. Таким образом, Г-образные рычаги выполняют роль упругих элементов, применение которых позволяет снизить требования к точности установки огнеупорных плит в металлических обоймах.
Благодаря указанным особенностям затвор обладает повышенной надежностью (доля аварийных разливок при использовании таких затворов составляет 0,3-0,4 %, что в 2-3 раза меньше среднего показателя для других конструкций) [2].
Балансирная система прижатия плит с применением линейных подшипников с телами качения использована специалистами Днепродзержинского государственного университета при модернизации затворов жесткого типа, эксплуатирующихся в сталеплавильных цехах украинских металлургических комбинатов, а также заводов стран СНГ и дальнего зарубежья. Это усовершенствование позволило значительно повысить надежность жестких затворов, полностью исключить заклинивание, уменьшить рабочие нагрузки, улучшить управляемость и увеличить срок эксплуатации узлов затвора [3].
Как отмечалось ранее, вторая группа разливочных устройств - затворы поворотного типа. Следует подчеркнуть, что появление поворотных затворов - результат поиска путей повышения стойкости огнеупорных плит.
Благодаря особенностям конструкции поворотные затворы позволяют при равных условиях не только значительно повысить число перекрытий, о чем свидетельствует опыт работы с такими затворами за рубежом, но и обеспечить плавное регулирование скорости разливки без дросселирования струи.
Подвижный огнеупорный элемент затвора поворотного типа может либо вращаться относительно вертикальной, горизонтальной или наклонной оси, либо перемещаться по дуге окружности. Чаще применяются электромеханические приводы поворотных затворов, реже - гидравлические. Известен также затвор поворотного типа с ручным приводом.
Прижатие плит в поворотном затворе, как правило, осуществляется пружинными устройствами или болтами.
На рис. 4 приведена конструкция затвора фирмы «Юнайтед Стейтс Стил» (США), который включает два соосных диска, изготовленных из огнеупорного материала. Отверстие верхнего неподвижного диска совпадает с выходным отверстием разливочного стакана, а нижний диск, плотно подпружиненный к верхнему и имеющий несколько отверстий разного диаметра, может поворачиваться относительно вертикальной оси с помощью гидроцилиндра.
У поворотного затвора фирмы «Ниппон коккан» (Япония), изображенного на рис. 5, вращение подвижной плиты осуществляется с помощью электродвигателя через понижающий редуктор и зубчатую передачу. Необходимое усилие прижатия нижней плиты, имеющей несколько отверстий разного диаметра, создается распорными пружинами. Электромеханический привод затвора установлен под днищем ковша и защищен от брызг металла и воздействия высоких температур специальным экраном.
Фирма "Метакон" разработала конструкцию поворотного затвора, подвижная плита которого перемещается пневмоцилиндром. Отличительной особенностью затвора является расположение вертикальной оси вращения за пределами подвижной плиты, поэтому она в процессе работы движется по дуге окружности.
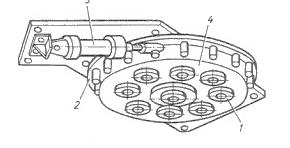
На Енакиевском металлургическом заводе прошел испытание поворотный затвор, разработанный сотрудниками ДонНТУ. Некоторые конструктивные особенности затвора (рис. 6) выгодно отличают его от известных зарубежных образцов. Благодаря тому, что подвижная обойма имеет возможность поворота в трех взаимно перпендикулярных плоскостях, обеспечивается ее самоустановка, чем исключается влияние клиновидности плит на работу затвора.
Размещение зубчатой передачи внутри корпуса затвора не только обеспечило точное зацепление зубьев конической пары, но и позволило защитить их от пыли и брызг жидкого металла.
Установка вращающегося элемента на подшипнике качения дает возможность предотвратить быстрый износ трущихся металлических поверх ностей и уменьшить нагрузку на электропривод, надежность которого повышена за счет выноса его из зоны высокой температуры на боковук стенку ковша.
Анализ литературных данных о результатах работы скользящих и поворотных затворов позволяет сделать следующие выводы. Затворы с болтовым прижатием плит отличаются высокой жесткостью конструкции, требующей не только тщательной сборки, но и контроля с помощью индикаторов горизонтальности и неплоскостности рабочей поверхности подвижной плиты. Наиболее характерной причиной приводящей к поломкам отдельных узлов таких затворов, следует считать значительное изменение усилия прижатия плит из-за нагрева деталей тому привод затвора должен иметь достаточный запас мощности для преодоления увеличивающихся при этом нагрузок.
В затворах с пружинной системой прижатия плит удается достичь большого усилия поджатия, что однако требует обеспечения надежной защиты пружин от перегрева и периодической (через каждые 10 – 15 разливок) проверки их механических характеристик.
Конструкции затворов с установленными между трущимися метал-ческими поверхностями телами качения (роликами или шариками) считаются более удачными по сравнению с теми, у которых подвижная има скользит по направляющим корпуса, поскольку в процессе шуатации последних даже при хорошей смазке возникают значи-ные силы трения, под действием которых происходит быстрый трущихся поверхностей, что требует через каждые 120–150 плавок осуществлять наплавку и последующую шлифовку изношенных участков.
Большое влияние на технико-экономические показатели, достигаемые и разливке стали с помощью затворов, оказывает степень надежности применяемого привода. Как уже отмечалось, шиберные затворы приводятся в действие с помошью привода гидравлического, пневматического и электромеханического типов. Каждый тип привода имеет достоинства и недостатки, зависящие от о ряда факторов, поэтому при выборе схемы привода затвора предке отдается той, которая наиболее соответствует производственным иям конкретного предприятия.
Благодаря небольшим размерам и массе гидроцилиндра, который устанавливается на ковш только на время разливки, гидравлический привод удобен в эксплуатации и не загромождает днище ковша. Однако гидроцилиндры недостаточно надежны в условиях высоких температур и опасны в пожарном отношении. Элементы гидропривода, работающего при давлении масла 12 – 18 МПа и выше, требуют особо точного изготовления и высокой квалификации обслуживающего персонала. Для надежной работы гидропривода требуются не менее чем двукратный резерв питающих маслостанций. Кроме того, при разливке стали в изложницы, размещенные на железнодорожных тележках вдоль разливочной площадки, имеющей протяженность 35 – 50 м, для подачи рабочей жидкости от питающей станции к силовому гидроцилиндру привода и ковшового затвора необходимо предусмотреть систему подвески шлангов высокого давления, исключающую образование их перегибов во время смены позиций ковша.
Продолжительность перемещения огнеупорной плиты шиберного затвора из одного крайнего положения в другое с помощью гидропривода в зависимости от вместимости разливочного ковша составляет 3 – 8 с.
Силовой гидроцилиндр на разливочном ковше относительно затвора может крепиться по одному из трех вариантов, как показано на рис. 7. Каждый из вариантов имеет и достоинства, и недостатки. При размещении на стенке ковша гидроцилиндра (рис. 7, а) он не подвергается интенсивному тепловому воздействию со стороны разливаемой стали, однако в этом случае необходимо применять дополнительный промежуточный механизм, включающий двуплечий рычаг и соединительную тягу. Из-за того, что ось, связывающая рычаг и тягу, в процессе работы привода перемещается по дуге окружности, вектор силы, действующей на подвижную обойму, постоянно отклоняется от горизонтали. В результате этого возникают нагрузки, способствующие раскрытию стыка между контактными поверхностями огнеупорных плит.
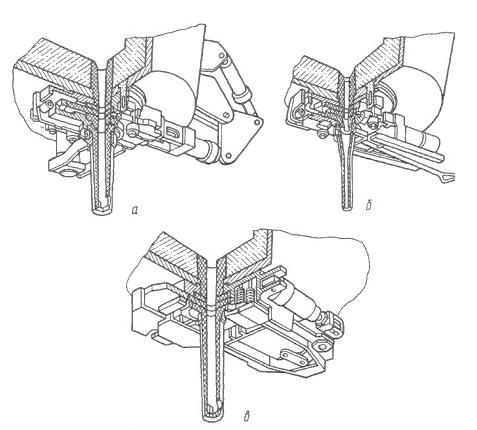
Соосная установка гидроцилиндра относительно подвижной обоймы затвора (рис. 7, б) обеспечивает повышение компактности системы разливочного устройства в целом и устраняет возникновение боковых нагрузок на его элементы. Параллельное размещение гидроцилиндра (рис. 7, в) применяется лишь в тех случаях, когда первых два варианта из-за стесненных условий неприемлемы. При этом необходимо принятие мер по защите гидроцилиндра от брызг и теплового излучения жидкого металла. С установкой на корпус затвора защитных экранов усложняется обслуживание разливочной системы и увеличивается ее масса.
Электромеханическим приводом, изображенным на рис. 8, снабжен скользящий затвор балансирного типа, используемый на Макеевском металлургическом комбинате. Привод включает редуктор с кривошипно-шатунным механизмом, съемный электродвигатель и двуплечий рычаг.
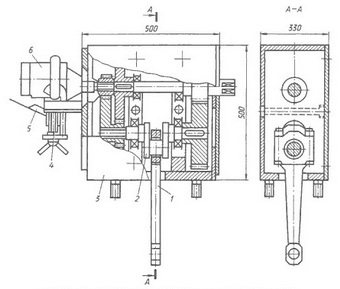
Редуктор двухступенчатый, соосный, имеет два вала, установленные в корпусе на подшипниках качения. Для быстроходной шестерни и блока шестерен валы являются осями, вокруг которых упомянутые детали свободно вращаются на подшипниках скольжения (бронзовых втулках). Тихоходный вал редуктора является кривошипом. В качестве съемного электродвигателя использована электродрель СЭР – 19М мощностью 1,2 кВт с частотой вращения выходного вала 750 об/мин.
Редуктор на ковше смонтирован стационарно, а электродвигатель устанавливают только на время разливки и крепят с помощью винтового зажима. Устойчивость электродвигателя к перегрузкам, а также способность кривошипно-шатунного механизма развивать в конечных положениях усилия, в 5-10 раз превышающие номинальные, позволяют осуществлять перемещение подвижной плиты даже в случае застывания металла в разливочном канале. Полный ход подвижной обоймы (120 мм) обеспечивается за 7 с.
В аварийных ситуациях затвор можно открыть и закрыть вручную. Для этого предусмотрено специальное храповое устройство, которое в случае необходимости надевают на свободный конец вала редуктора, а затем качательными движениями открывают или закрывают затвор.
Электромеханический привод прост в изготовлении, одинаково надежно работает и в зимнее, и в летнее время, обладает большей автономностью по сравнению с рассмотренными выше, так как питание приводного электродвигателя осуществляется от сети разливочного крана [4].