Типовые схемы размещения оборудования.
Подготовка и сборка шиберных затворов осуществляются в специализированных мастерских, в которых имеются участки хранения огнеупоров и запасных деталей затворов, а также механическое и крановое оборудование, необходимое для выполнения соответствующих технологических операций.
Существует несколько схем расположения мастерских. Наиболее удобными вариантами, по-видимому, следует считать те, при которых мастерские непосредственно находятся на территории разливочного пролета сталеплавильного цеха или примыкают к нему. Но поскольку в условиях действующих цехов не всегда имеется свободная площадь, то мастерские в таких случаях приходится размещать на значительном расстоянии от цеха в специально сооружаемых зданиях, а подготовленные к работе затворы доставлять автотранспортом. За последние гиды по мере совершенствования технологии бесстопорной разливки стали на многих металлургических предприятиях осуществлена модернизация применяемого при обслуживании шиберных затворов оборудования. Вместо первоначально установленных машин и агрегатов, изготовленных силами ремонтно-механической службы, смонтированы поточные, механизированные, высокопроизводительные линии, разработанные проектными институтами. При их эксплуатации значительно улучшаются условия труда рабочих и повышается культура производства.
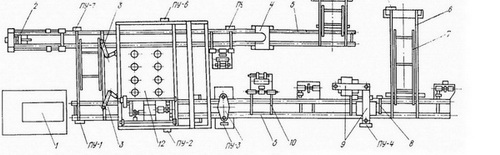
Челябинским Гипромезом разработан типовой проект механизированной линии подготовки шиберных затворов (рис. 1), обеспечивающей максимальную степень механизации работ, связанных с их разборкой, сборкой, испытанием [1]. Линия спроектирована применительно к условиям Челябинского металлургического комбината (ЧМК), однако может быть использовна без значительных переделок и на тех предприятиях, где применяемые затворы имеют геометрические параметры, сходные с размерами затвора, который эксплуатируется на ЧМК.
В конвертерном цехе металлургического комбината «Азовсталь» эксплуатируется спроектированное Укргипромезом механизированное отделение подготовки сталеразливочных ковшей с шиберными затворами жесткого типа [2]. Часть оборудования отделения расположена в пролете подготовки сталеразливочных ковшей, часть вы несена в разливочный пролет.
В состав оборудования отделения подготовки шиберных затворов входят установка дли электрогидравлической очистки отработанных затворов, столы для разборки и сборки затворов, стеллажи для хранения деталей затворов и огнеупорных изделий, стенды для запрессовки огнеупорных плит и их притирки, сушильные электропечи, испытательный стенд с гидропанелью и насосными станциями, растворомешалка, короба для транспортировки сыпучих материалов и уборки огнеупорного боя и мусора, консольно-поворотный кран и кран-балка для выполнения погрузочно-разгрузочных и транспортных операций при обслуживании затвора.
Благодаря поточной схеме организации работ отделение обеспечивает в сутки подготовку 32-35 сталеразливочных ковшей, оборудованных двумя шиберными затворами.
Стенды для выдавливания использованных огнеупоров.
Технологический процесс подготовки затворов начинается, как известно, с их разборки и удаления из металлических обойм использованных огнеупоров. Эта операция выполняется на стенде (рис.2), снабженном силовым гидроцилиндром, развивающим усилие, под действием которого в огнеупорах и прослойке затвердевающего раствора возникают напряжения, превышающие предел прочности их материалов.
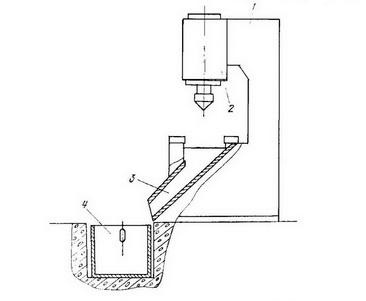
Выпрессованные из обойм огнеупоры по наклонному желобу соскальзывают в установленный в приямке контейнер, который при наполнении с помощью тельфера заменяется другим.
Для уборки использованных огнеупоров в последнее время применяют конвейеры, что улучшает условия труда обслуживающего персонала.
Стенды для запрессовки огнеупоров в обоймы затвора.
Запрессовку новых огнеупоров в металлические обоймы осуществляют на стендах, представляющих собой гидравлический, пневматический или винтовой пресс. Чаще всего силовой механизм устанавливают на консоли, что облегчает доступ к обойме.
На рис. 3 представлена схема стенда с гид¬равлическим прессом. Стенд включает литую или сварную станину с закрепленными на ней направляющими для укладки обойм, а также вертикальной стойкой и консолями с установленными гидроцилиндрами, штоки которых соединены с траверсой, несущей опорную пяту.
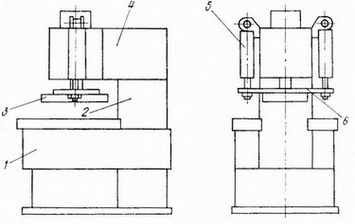
В отдельных случаях при необходимости контроля горизонтальности рабочей поверхности запрессованных плит стенды комплектуются специальными штативами с индикаторами часового типа.
Сушильные печи.
Подвижные и неподвижные обоймы с запрессованными огнеупорами перед сборкой затвора должны быть хорошо просушены. Сушка указанных деталей затвора осуществляется в электрических печах, обеспечивающих температуру в рабочей камере до 300 °С. Температуру контролируют с помощью термопары и автоматического самопишущего прибора. Сушильные печи в зависимости от размеров и продолжительности сушки могут быть оборудованы либо подвесным движущимся конвейером, либо тележками, перемещение которых осуществляется с помощью канатного или цепного приода. В первом случае во время сушки детали затвора перемещаются в специальных контейнерах вдоль камеры печи, а во втором — находятся специальных поддонах, периодически загружаемых в печь. Продолжительность сушки обойм при температуре 250 °С должна быть не менее 2 ч. После сушки их выдерживают в течение часа.
При выборе конструкции печи необходимо учитывать расчетную пропускную способность участка подготовки затворов. Печь, в которой узлы затвора перемещаются с помощью конвейера, позволяет обеспечить сборку до 230 затворов в сутки.
Стенды для сборки затворов и притирки огнеупорных плит. Сборку затворов после сушки обойм с огнеупорами осуществляют на стендах настройки. Привод, которым оборудован стенд, по типу и мощности должен быть таким же, как и привод самого затвора. При этом обеспечивается идентичность усилий, возникающих в узлах затвора при контрольной сборке и в процессе его работы во время разливки.
Конструкция стенда с электромеханическим приводом приведена на рис. 4. Установленная на фундамент рама 5 снабжена монтажной плитой 1, на которой закреплены два вертикально расположенных штыря 2 для фиксации неподвижной обоймы, и кронштейн двуплечего рычага 4. Двуплечий рычаг шарнирно связан с горизонтальной тягой 3 и шатуном, соединенным с кривошипом 6, который установлен на выходном валу понижающего редуктора 7. Длина кривошипа равна половине рабочего хода подвижной плиты затвора. Поэтому при включении электродвигателя 8 тяга, а следовательно, соединенная с нею подвижная обойма затвора будут совершать возвратно-поступательное движение, в процессе которого осуществляется притирка плит. Усилие затяжки прижимных болтов затворов, собираемых на таком стенде, контролируется только при помощи динамометрического ключа.
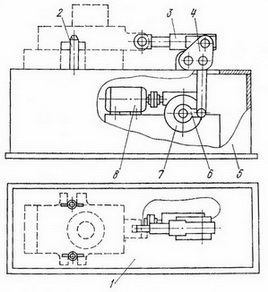
При сборке и настройке затвора на стенде, снабженном гидроприводом, усилие прижатия подвижной плиты можно контролировать и по величине давления масла в приводном гидроцилиндре.
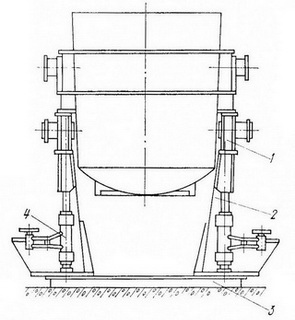
Стенды для установки затворов на разливочный ковш. Механизированные операции по установке и демонтажу затворов выполняют на специальных стендах, оборудованных гидравлическими, пневматическими и в редких случаях электромеханическими манипуляторами.
Стенды, как правило, располагают на определенном расстоянии вдоль всего разливочного пролета. Число стендов и схема их размещения должны быть такими, чтобы четко выдерживался график подготовки сталеразливочных ковшей к приему плавок, а расстояния при транспортировке затворов кранами были минимальными. На рис. 5 изображен стенд, получивший наибольшее распространение. Стенд представляет собой сварную П-образную раму 1, из стальных листов толщиной 30—50 мм, опирающуюся на четыре колонны 2, которые установлены на массивное основание 3. Стенд снабжен двумя гидравлическими манипуляторами 4, гидроцилиндры которых имеют возможность вращения в горизонтальной плоскости и вертикального перемещения относительно своих штоков и снабжены консолями, шарнирно связанными с кронштейном. На кронштейне установлен поворотный монтажный стол для размещения шиберного затвора. Благодаря такой многозвенной системе манипулятора значительно облегчается центрирование затвора относительно фланца и крепежных штырей.
Рядом со стендом размещаются стеллажи для резервных затворов и маслостанция, создающая рабочее давление в цилиндрах манипуляторов. Значительно реже используются пневматические манипуляторы, имеющие аналогичную кинематическую схему. Основной их недостаток — неравномерность перемещения всей подвижной системы в вертикальном направлении.
На некоторых заводах для установки затворов на ковш вместо манипуляторов используются электромеханические подъемники, смонтированные на перемещающихся по рельсам тележках и снабженные механизмами продольной и поперечной подачи для центрирования затвора относительно разливочного отверстия ковша. Недостатком данной конструкции является необходимость применения специальной защитной системы блокировок, предотвращающих выход из строя механизма подъема при его стопорении.