ADVANCED CONCEPTS IN LARGE-SCALE NETWORK SIMULATION
Igor Gorobets, Alexander Mikhaylov, Mikola Golubov, Illia Navka
Donetsk National Technical University, Ukraine
Donetsk National Technical University, Ukraine
Source of information: ModTech International Conference - New face of TMCR (11pt) Modern Technologies, Quality and Innovation - New face of TMCR (11pt) 21-23th May 2009 (11pt)
ABSTRACT
Total stocks of a natural stone in Ukraine it is estimated in 34 bln. $. An actual problem for successful business of a natural stone extraction and processing is an increase of stone processing productivity. One of the ways to increase the stone processing productivity is a search of a cutting edge rational form of diamond grinding tools which are the basic tools at the processing of such products. Authors spend experimental research to increase the productivity of the new geometry tool. It is proved that the use of the tool with new geometry allows to lower efforts of grinding and their non-uniformity. Due to this the tool allows to increase productivity and improve the quality of the processed surface.
Key words : productivity, stone, researches, geometry, surface, cutter.
1 INTRODUCTION
In the XXI-st century have appeared and widely used in various devices new materials with the improved service performance. However, along with them widely known traditional materials are used, but with reference to other service conditions. In particular, in the industry for a long time granite shaft of papermaking machine also are successfully applied. As an example manufacturing of basic surfaces of processing machine tools and high-precision measuring devices from some grades natural granite can serve. Possessing unique physicomechanical characteristics, such materials provide high reliability, durability and stable accuracy of devices.
Now total reserve of a natural stone in Ukraine are estimated approximately in 250 million m3 [1] which cost makes about 34 bln. $. For successful realisation of business of extraction and processing of a natural stone by an actual problem increase of productivity of manufacturing process of stone is. One of ways of increase of productivity stone-working is search of the rational form cutting rim of diamond grinding wheel which are the basic cutter at processing of such products.
2 THE PARAMETERS INFLUENCING PRODUCTIVITY OF DIAMOND PROCESSING
Among factors which influence on processing capacity of production from a stone, we will allocate operated factors, them concern:
- Regime factors of engineering process: cutting speed V, feeding S, cutting depth t, quantity of transitions i, operations j and sizes of allowance Z.
- Factors which characterise parametres of the cutter and its abrasive properties: abrasive grit A, concentration of abrasive grains α, sheaf type C, geometrics of cutter D, and macroprofile ξ. Factors defining influence of cooling technological environment (CTE): thermal conductivity η, wettability χ.
As system restrictions are accepted:
- Surface condition of received production : macroasperity ξ, microasperity R, fissuring.
- Cutting power Nр, cutting speed Vр, feeding Sр (restrictions on the used equipment)
In the existing and projected equipment two principles of work are usually realised: many-placed parallel and consecutive piece part cutting. According to first method, depending on dimensions, on a machine table some preparations are simultaneously processed. By consecutive method it is necessary for one pass at heavy cutting conditions to remove all cutting depth, however it is not always possible to receive more efficient production by this method.
The second method of productivity increasing is applications of the combined diamond grinding instead of face and peripheral grinding.
3 EXPERIMENTAL INVESTIGATIONS OF GRINDING PROCESS
3.1 The purpose and problems of investigations
The purpose of experimental investigations is to check results of theoretical researches of grinding process of products from a stone.
Problems of experimental investigations are: receiving of experimental demonstration of increase of processing capacity by grinding and depreciation of processing at the expense of realisation of the offered scheme of a abrasive tool geometrics.
As measured and controllable values were accepted:
- Entrance values: cutting conditions, which are characterised in the speed of the main movement V, speed of feeding Vn, pressure of tool Po; abrasive tool parametres Ha; characteristics of a fragile-plastic condition of a material ?.
- Target values: rectangular components of cutting Px, Py, Pz, deformation of elements machine-fixture-tool-workpiece (MFTW) (fixture ?f and tool ?t).
3.2 Experimental plant
Experimental plant consists of the basic manufacturing equipment, measuring instruments and equipment, and also auxiliary devices.
Realisation of face flat grinding is carried out on the modernised vertically-milling machine 6М13П, fig.1.
Machine modernisation consisted in setting a special head for fastening of the face grinding tool on the end of a spindle and giving СТЕ through the central aperture of a grinding circle.
Electric connections of resistive-strain sensors of C-shaped force, fig.2,transducers of tensometrics table are executed on the basis of summation of the general change of resistive-strain sensors resistance on each of three component of external cutting force [2]. The signal removed from resistive-strain sensors of C-shaped force transducers feeds in the intensive-converting analog-digital device.
As the grinding tool for granite used a diamond grinding circle АГШГ Д160 mm АС50 400/315 М6-14.50 ТУ 88 Ukraine 90. 513-81 manufactures ИСМ НАНУ.

For the realization of precise tensometrics research of character and size of dynamically changing cutting

forces has been designed special tensometrics table (fig. 3.) and also has been developed the experimental testing technique.

After signal multiplication and its transformation to a digital form, data about values of cutting forces are transferred in the personal computer. In the personal computer is made necessary statistical processing and storage of results of data about cutting forces of system by realisation of grinding engineering process The special device for stock removal rate definition, that allow to make measurements directly on a machine table has been developed .
3.3 Experiment planning
During experiment planning it is necessary to meet a sequence of important conditions. Conditions of experimental researches carrying should be representative. In other words conditions of experimental researches carrying should satisfy the parameters in which process of grinding of production from stone. Therefore as blanks at experimental researches carrying 2 blanks are accepted:
- A granite of the Kapustinsky field (compression strength 180-210 MPa, density 2,69-2,73 g/sm3);
- A granite of the Jantsevsky field (compression strength 210-MPa, density 2,62-2,82 g/sm3).
Next condition of experiments carrying is reliability of the received results. It means, that the received experimental material should reflect those processes which proceed at face grinding of products from a stone.
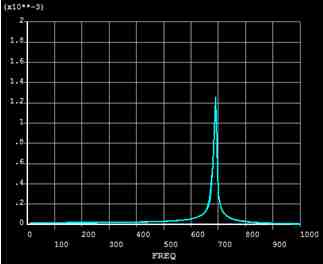
Except the specified conditions, the necessary attention should be given to the frequency characteristic of devices. Own frequency of the device should be not less than one order more prospective frequencies of the fixed physical value. It gives the chance to work on a linear part of the device characteristic and to receive not perverted information.
Dynamic characteristics of sensor design were defined with САЕ system ANSYS. On fig. 4 is resulted the peak-frequency characteristic in coordinates system with linear axes [3].
Adequacy of an experimental material which means, that the volume of an experimental material should be enough to the error of value estimation did not exceed the established.
The volume of an experimental material can be estimated on the resulted dependences:
for discrete random variables 
for continuous random variables 
Here Pr – guarantee probability; Ф (t) – Laplase function; ε – supposed error; σ– mean square deviation of random variable values; λmax, λmin – the maximum and minimum frequencies of fixed process accordingly; τmax– maximum displacement value by correlation function definition; T – length of realisation (record) of stochastic function; Δt – scanning interval (readout) at coding of stochastic function in the form of casual sequence of numbers; ε% – accepted error by estimations of the investigated value definition; n - volume of the random variable information [4].
The purpose of experimental researches planning is receiving with the minimum expenses of a necessary material for the decision of tasks in view of studying of investigated process. By researches of process of processing of blank from a stone carrying, proceeding from conditions of nonlinearity of proceeding processes character, we will take carrying of full factorial experimental technique 2n, where n – number of operated factors of investigated process. The number of the chosen factors causes dimension of studied factorial space. Thus, it is necessary to consider area of their application; absence of factors correlativity; factors compatibility, controllability, metering accuracy and unambiguity.
Under the investigated technological system simultaneously with operated factors is influenced a considerable quantity of uncontrollable factors which create the additional stochastic noise. This noise distort true results of experiments. To separate investigated factors from a background noise we will use a randomization which establishes a casual order of experiences carrying, that provided by a matrix of planning. We will execute this procedure from the random numbers generator. We use a planning matrix according to results of planning of experimental researches carrying . It was considered influence of grinding speed and feeding on grinding productivity. It was carried out circle full factorial experiment 22 for each sample of a granite and a grinding.
Levels of factors variation: x1 Frequency of spindle rotation, 1000-1600 rpm; x2 Feeding, 400-800 mm/min.
The measured parametre was the material stock removal rate y, micron. It was carried out two full working courses of the tool with longitudinal feeding during grinding.
3.4 Analysis of researches results
Fragments of the received oscillograms are represented on fig. 5-8
Experimental material executed, it is possible to draw following conclusions [5]:
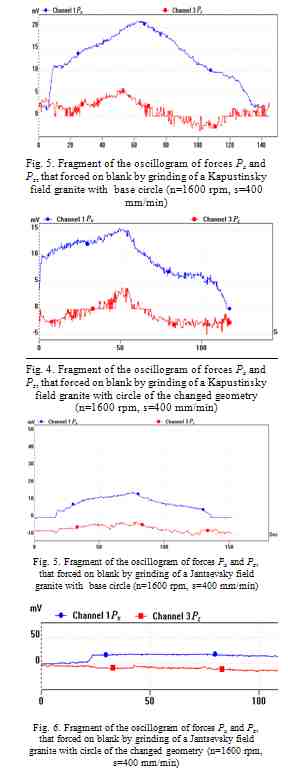
The analysis of the received results of experimental researches gives the bases to consider, that use of a circle with new geometry of a cutting surface allows to essentially decrease not only size of forces of grinding, but also their non-uniformity. It will allow to essentially increase productivity and to improve quality of the processed surface.
REFERENCES
- Н. Шитикова. Золотая гранитная жила. - Украинский бизнес / ЭКСПЕРТ №41 (137) 22 октября 2007 (http://expert.ua/articles/16/0/4563/)
- Патент України на корисну модель №33684 МПК G01L 1/12. Датчик/ О.М.Михайлов, І.О.Горобець, М.В.Голубов, Д.С.Ілларіонов (Україна).- Опубл.10.07.2008. Бюл. № 13.-С.136.
- Д.С. Илларионов, И.А.Горобец. Моделирование динамических характеристик тензостола/ Інформатика та комп’ютерні технології-2008/Матеріали 1V науково-технічної конференції студентів, аспірантів та молодих учених – 25-27 листопада 2008, ДонНТУ, Донецьк – 2008, с.453-456.
- Болтян А.В., Горобец И.А. Теория инженерных исследований: Учебное пособие (издание 2-е дополненное и переработанное). - Донецк, ДонНТУ, 2004.-162с.
- Горобец И.А., Михайлов А.Н., Голубов Н.В. Особенности экспериментальных исследований сил шлифования природного камня. /Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонНТУ, 2004. Вып. 28. – С. 39 – 46.
Вверх