|
Simulation of the Coal and Rock Particle
Interaction Kinetics During the Dry Separation
Аuthors: Nazymko, O. I.,
Corchevsky, A. N.,
Nazymko, V. V.,
Garkovenko, Y. Y.,
Rozanov, Y. A.,
Martyanov, S. V.
It is published in XVI Intern. Coal Preparation Congress Proceedings 2010 p. 581-586
|
ABSTRACT
Coal preparation involves particle and phase interactions. In this study, a numerical model has been developed, which was based on the particle interaction. This model uses Cundall’s particle flow code and simulates multiple acts of interaction, which are governed by the physical properties of rock and coal particles. All particles move under action of acceleration, caused by gravity, Archimedes (displacement) force, damping force of the media resistance and the impacts of adjacent neighbors. Particles may collide or disjoin if they were stressed over tension, shear or buckling limit. It was found that efficiency of coal and rock particle separation depends on the material layer dilation in the working space of a vibration-pneumatic dry separator. Optimum range of dilation has been found. The model was used to determine the best regime of raw coal dry separation The resulting comparison of the computer simulation and the experimental data from dry coal separation demonstrated a reasonable agreement.
|
|
Back to the library
Simulation of the Coal and Rock Particle Interaction Kinetics During the Dry Separation
1. INTRODUCTION
Dry separation of different types of granular material has been used for a long time. Dry coal preparation also had wide applications in native and foreign practices between 1950s and 1970s (Bratchenko, 1979). And there are many examples of dry coal preparation applications today (Kofanov, 2003).
Rock and coal particles have differences in form, density, friction coefficient and other properties. And dry separation method is based on the differences in these properties (Bert, 1990). Dry pneumatic separators with wide range of arrangements are used for these purposes (Anohin et al, 1991). This wide range of separators falls into three groups of machines, such as vibrating, pneumatic, and vibration-pneumatic machines.
The particle separation occurs under the vibrating action due to roughness differences of particles in the vibrating machines, which causes particles to move on different trajectories. A low-quality separator is connected with the particle motion in a general flow, which has low efficiency values.
In pneumatic separators particles are separated due to the difference in particle motion trajectory in the air current. Disadvantages of the pneumatic separators are: low separation efficiencies, low output values, and complex tuning and adjustment of the process.
There are two kinds of vibration-pneumatic separators, one with a concurrent or direct flow and the other with a return or reverse flow. Return flow separators received the most attention among others. In this separator, particles of separated material pass to the fluidization state and laminate along the gravity direction. As a result, one layer consists of heavy particles and the other layer consists of light fractions. These layers were developed under the vibrating action and the ascending airflow. Return flow separators provided more accurate separations compared to the direct flow separators.
Distribution of the solid particles during dry separation is very difficult to investigate because they are dynamical, impacted by long array of factors and occurs in a small scale. The abovementioned processes have been traditionally studied by laboratory experiments, which were tedious and time consuming. On the other hand, analytical investigations also yielded to idealized results. One of the powerful alternatives to deal with this problem is the numerical simulation, which combines dynamics, accuracy and considers the sophisticated details. In this study a computer model, based on discrete elements, was considered for simulating the phase interactions kinetics during dry separation.
2. BACKGROUND OF THE NUMERICAL MODEL
Particle flow code has been originally developed in geomechanics to simulate rock mass behavior under the action of the ground pressure (Cundall and Strack, 1974). This method has been later applied to describe the interaction of rock particles and the fluid flow. Authors of this paper had also developed a particle interaction model during mineral processing (Nazimko et al., 2006). The model is based on the same approach as the models cited in Bruno (1996) and Cundall and Strack (1974). In the model, particles move and undergo to multiple acts of interaction, which are governed by the physical properties of rock and coal particles. A pair of interacting particles is shown in Figure 1.
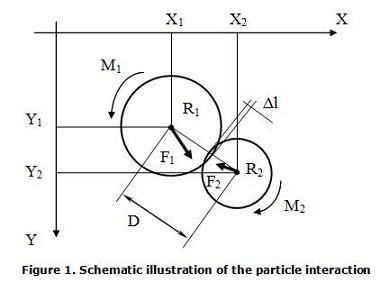
The particles in Figure 1 are circular with radiuses R1 and R2. Any particle moving under the action of a force (F1 or F2) and rotating according to Newton’s law, in Cartesian (X and Y) coordinate system, is accelerated by M1 and M2 moments. Movements of separate particles are considered in isolated time periods. In computer realization, these periods are simulated as cycles. Coordinates of the gravity centers X1, Y1 and X2, Y2, velocities V1 and V2, and the forces are constantly recalculated on every cycle.
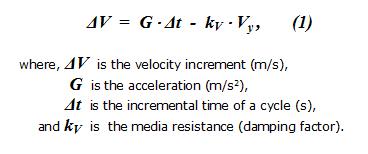
All particles move under action of acceleration, G, caused by gravity, Archimedes (displacement) force, damping force of the media resistance and the impacts of adjacent neighbors. As a result, velocity increment is calculated at every cycle from Eq. 1:
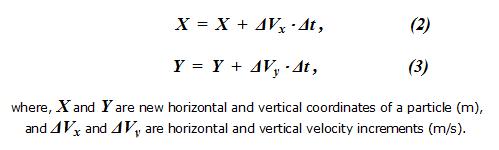
Then the particles move to the next position according to the velocity and time increment components:
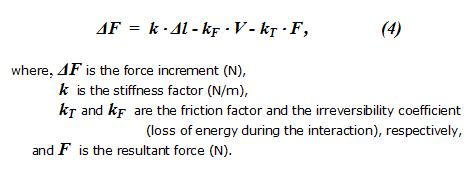
After the rotational movement of a particle to a new position, the distance (D) between the adjacent particles has to be checked and the overlap is calculated. Then the incremental force is calculated from:
During each cycle, the adjacent particles were checked for adhesion or cohesion conditions. If the particles have approached to each other at a critical distance, they stick to or among themselves. The adhesion forces were examined instantaneously. If they exceeded certain limits, the stuck particles were disintegrated. Three adhesion limits were introduced. Namely, the collided particles may disjoin if they were: 1) stressed in the normal direction more than the tension limit, Lt, 2) shifted in tangential direction relative to each other more than the shear limit, Ls, 3) bent relative to the joint more than the buckling limit, Lb. This way, the true dynamic behaviors of the minerals were simulated during their separation.
A set of computer simulations was made to validate this model to accumulate sufficient useful data. The following computer experiments were investigated:
1. Air bubble take-off from a mineralized plate for different plate inclinations, relative to the horizon,
2. Coal particle residence time of on an air bubble for different boundary and initial conditions,
3. A mineral particle’s trajectory, velocity and acceleration were identified during the dry separation (Garkovenko, 2002; Corchevsky, 2005).
3. SIMULATION AND RESULTS
To describe the properties and parameters of particles` motion, the following factors were entered: particle density; horizontal, vertical and angular (rotating) accelerations; friction, viscous resistance and angular resistance, inside resistance, shear strength and banding strength coefficients; and contact type of the particles.
Properties of the separating particles and their quantitative correlations were used as an input of the model. Airflow was simulated by the particle input speed. Interaction process was simulated in 300,000 cycles in total. Time period for one cycle corresponded to 5х10-6 seconds in the model.
In the separator, particles hover with the airflow and rotate, collide to each other and to the walls of the separator. Particles that change their position were visible on the monitor display.
Separate colors and individual numbers indicated the different particles during the simulation. The coordinates of the gravity centers of each particle were specified in a text file. Coordinates gave possibility to define the particle position, trajectory, speed and acceleration at any given moment.
There is a whole spectrum of factors that impact the dry separation efficiency. One of such factors is the dilation (m) of the particle layers in separator’s working space. This parameter is inversely proportional to the particle concentration in a unit volume of the working space.
Material dilation, m, was set by the amount of particle change in the unit volume of separator’s working space and was changed from 0.1 to 0.9. Here m = 0.1 means that particles are packed tightly and it is impossible to add more particles. Higher the m-factor, looser the granular media and longer the “mean free path” of the particle is. Simulation results for each coal and rock particles were presented as trajectories of motion and curves of speed and acceleration. Some of the resulting curves were shown in Figures 2 and 3.
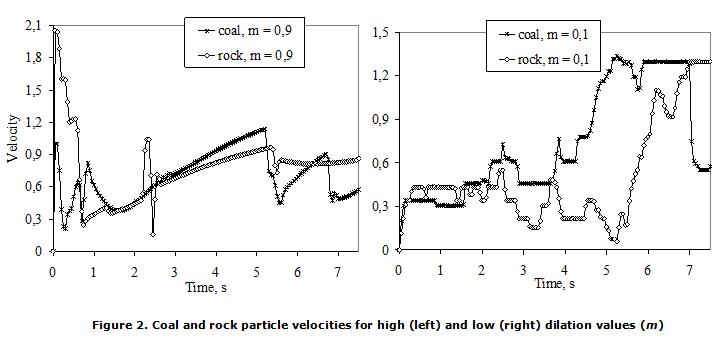
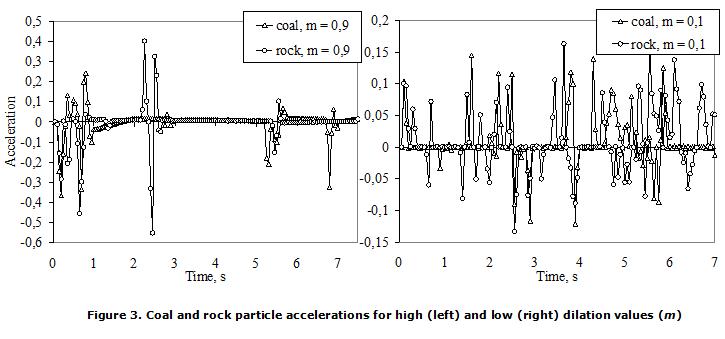
The curves presented in Figures 2 and 3 indicate that there are the frequent particle collisions with each other at small material layer dilation values (m). These collisions cause sharp value and directional changes in speed. There were more peaks on the curves for coal and rock particles at m = 0.1. The amount of fluctuations in speed and in acceleration is considerably less at high dilation values (m = 0.9). Similar kinds of simulations were built for every particle that was present in the separator space.
The simulation results were represented as individual digital files. The free path length of every particle was determined based on this information, which was defined as the path of particle from one collision to the next. The free path was calculated by multiplying the speed of every particle moving on that time period, during which this speed had not changed. This period of time was determined from the acceleration change curves and from digital file data.
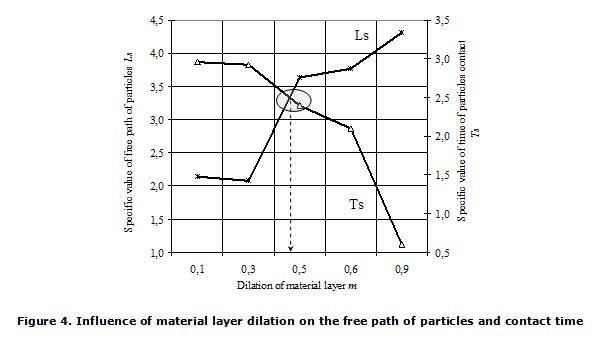
The total period of particle contact with each other was calculated for different dilation values. Total contact time was calculated for every particle as a period of time, during which the sharp jump of speed or acceleration change took place. The specific values of the free path (Ls) and the contact time of particles with each other (Ts) were then determined, as shown in a graphic form in Figure 4.
Figure 4 indicates that the specific particle contact time of reduces and the free path increases as m value becomes more than 0.3-0.5. Value of m = 0.5 corresponds to the beginning of a change in interval of this parameter, i.e., when we can expect an improvement in separation results without significantly reducing the productivity.
It was found that the distribution of the values for free path length of the particles corresponded to a “Chi-square” distribution.
The statistical analysis showed that small free path values of the particles prevailed. This means that particles move without the collisions in small volumes of space. The free path length of the particles did not exceed 0.5 for high m values. This parameter was not more than 0.2 for low m values. Thus, the maximum of parameter was 5.0 in the first case, and did not exceed 3.4 in the second case.
The mean value of the particle contact time corresponded to the normal distribution with the sufficient degrees of probability, and its maximum values diminished gradually when the dilation increased. The contact time was between 0.5 to 0.7 s for high m values, and between 2.8 to 3.4 s for low of dilation (m) values.
Investigation of the particle motion parameters in the working space of a vibration-pneumatic separator allowed to conclude that the optimum separation can be determined by the correlation of the specific values of particle free path length and their contact time.
The laboratory prototype of such a separator was designed and some physical experiments were conducted for different m values.
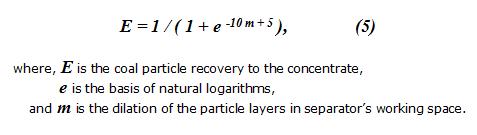
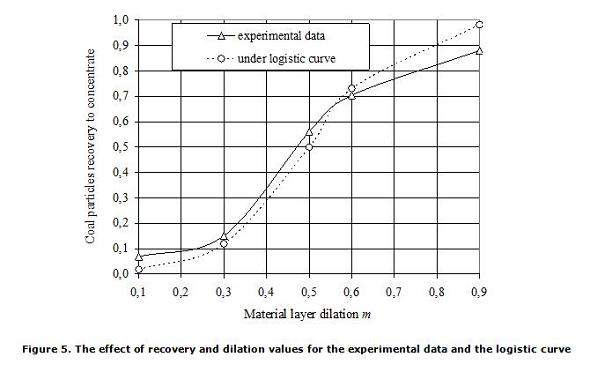
The impact of dilation (m) on the recovery of coal particles to the concentrate (E) has been determined based on the experimental data. It was found that recovery-dilation dependence might be described by the logistic curve, as shown in Figure 5.
From the information presented in Figure 5, it was concluded that the optimum range of m begins from the 0.4-0.5 interval, as these values corresponded to an equal probability for the particle separation between products using dry processes.
Industrial tests were also carried out with the dry pneumatic separator module for raw coal cleaning. The raw coal ash was around 38-40% and the feed material dilation was 0.5. As a result, a concentrate and a reject material were achieved at around 25-28%, and 73-78% ash values, respectively.
4. CONCLUSIONS
The data reported in this study shows a quantitative relationship between the dilation of the granular layer in a vibration-pneumatic dry separator and recovery of the separated product. The following conclusions were achieved as a result:
1. Efficiency of coal and rock particle separation depends on the material layer dilation in the working space of a vibration-pneumatic dry separator.
2. Optimum range of dilation starts around 0.4-0.5 interval. These values correspond to an equal probability distribution of particles between the concentrate and the reject.
3. Recovery-dilation dependence may be described by the logistic curve, as shown in Figure 5.
4. Computer modeling can be a useful tool to investigate a wide array of processes during the coal preparation. A model was used to determine the best regime of raw coal dry separation.
5. Industrial tests showed the following results that from a raw coal with 38-40% ash, a concentrate with 25-28% ash was achievable.
|
|
|