| Библиотека |
Сьогодні для підвищення якості оброблення при круглому зовнішньому шліфуван-ні, плоскому шліфуванні, заточуванні різців широко використовується пружна схема шлі-фування. Пружну схему шліфування використовують також з метою зменшення трудоміс-ткості пошуку оптимальних режимів шліфування.
Разом з цим в літературі відсутні відомості про використання пружної схеми шлі-фування при обробленні внутрішніх поверхонь та конструкція пристроїв для реалізації пружної схеми шліфування.
Метою роботи є тарування запропонованого нами пристрою – шліфувальної бабки, яка забезпечує шліфування внутрішніх поверхонь за пружною схемою.
Розроблена нами шліфувальна бабка (рис. 1) складається з корпусу 1, який розта-шований на столі 2 верстата 3А227П. Шліфувальна головка 3 з шліфувальним кругом 4 закріплена з двох сторін в обоймі 5, яка має зверху і знизу призматичні канавки, з розта-шованими в них кульками 6. З кульками 6 знаходяться в контакті призматичні канавки планок 7, які закріплені на торці стаканів 8, закріплених в отворі корпуса бабки. Канавки планок 7 утворюють кулькові напрямні, в яких в горизонтальному напрямку може пере-міщуватись відносно корпусу шліфувальної бабки шліфувальна головка підтискаючи ро-бочу поверхню шліфувального круга 4 до оброблюваної поверхні заготовки з постійною силою, яку задають за допомогою завантажувального пристрою.
Рисунок 1 – Шліфувальна бабка для внутрішнього шліфування за пружною схемою
Завантажувальний пристрій складається з вантажу 9, який ланцюгом 10 з'єднаний з шліфувальною головкою через зірочку 11. Електродвигун 12 закріплений на столі за до-помогою стійки 13 таким чином, що осі шківу 14 електродвигуна 12 та шківу 15 шліфува-льної головки 3, з’єднаних пасом 16, знаходяться в одній вертикальній площині, перпен-дикулярній напрямку переміщення шліфувальної головки.
В зв’язку з тим, що в кулькових направляючих переміщення шліфувальної головки неминучі витрати потужності за рахунок сил тертя, а також за рахунок сил натягування пасу, сили навантаження шліфувальної головки та сили притискання робочої поверхні круга (РПК) до зразка будуть відрізнятись. В зв’язку з цим, метою тарування є встанов-лення співвідношення між силою навантаження шліфувальної головки, та силою притис-кання РПК до зразка.
Схема тарування шліфувальної бабки приведена на рисунку 2. Навантаження шліфувальної головки 2 виконували вантажами 1. Шпиндель шліфувальної головки за допомогою тросу з’єднувався з попередньо тарованим динамометричним столом 3 (УДМ 100), підключеним до осцилографа 4 моделі С8-17. Динамометричний стіл призначений для вимірювання сили притискання зразка до РПК F_п, при навантаженні шліфувальної головки вантажем F_н,. Результати досліджень наведені в таблиці 1.
(а)
(б)
Рис.4.3 Загальний вигляд (а) та схема (б) тарування динамометричного столу УДМ 100
1 – вантажі; 2 – ролик; 3 – динамометричний стіл; 4 – корпус бабки; 5 – осцилограф
Таблиця 1 – Вплив сили F_п, на величину сили F_н, (попередня сила натягування пасу 78,7 Н, потужності шліфування в 1 кВт).
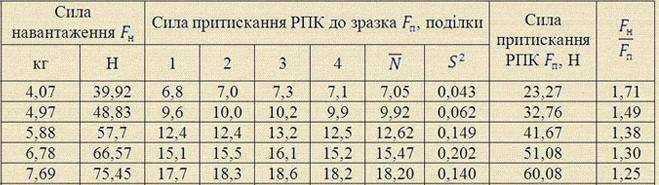
Статистичний аналіз результатів, наведених в таблиці 1, на однорідність вибірок з використанням критерію Кохрана показав, що вибірки є однорідними та належать одній генеральній сукупності (розрахункові критерії Кохрана: g1 кВт = 0,3389; табличне значення критерію Кохрана gтабл = 0,5981 при f = 3 і k = 5; [1]). З використанням критерію Ст’юдента, були визначені 95% довірчі інтервали для умов експерименту (t_кр=2,02 [2]; s=0,3134; n=4, ?N = ±0,32), після чого був побудований графік значень відношення C = F_н/F_п, та знайдена кореляційна залежність C = f(F_п) (рис. 3).
Рис. 3 Вплив сили притискання РПК до поверхні зразка на відношення C = Fн/Fп
Використовуючи кореляційні залежності C = f(Fп), наведені на рисунку 3, за відо-мою силою притискання РПК до поверхні зразка, знайденою з умов виконання технічних обмежень, можна розрахувати силу навантаження шліфувальної головки Fн
Відповідно, для сили натягування пасу, які забезпечують передачу потужності в 1 кВт:

По відомій силі Fн маса вантажу для навантаження шліфувальної головки m знахо-диться за формулою
де g – величина прискорення вільного падіння.
Бібліографічний список
1. Статистические методы анализа и обработки наблюдений Пустыльник Е.И. М.: Наука, 1968. – 288с.
2. Кацев П.Г. Статистические методы исследования режущего инструмента. – М.: Машиностроение, 1974. – 231 с.
© Благодарный Антон Олегович, ДонНТУ 2011
| Библиотека |