В данной работе рассмотрено несколько методов осуществления ППД, объективная оценка их эффективности для различных условий применения. Данный материал даст возможность оценки каждого метода ППД с учетом его особенностей, а также поможет в каждом конкретном случае определить оптимальные параметры обработки.
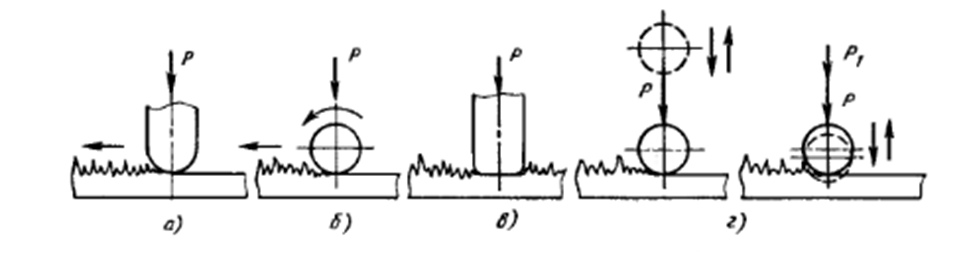
В соответствии с ГОСТ 18296 — 72 методы ППД делят на статические и ударные. При статических методах обработки инструмент воздействует на обрабатываемую поверхность с определенной постоянной силой Р, происходит плавное перемещение очага воздействия. К таким видам относят различные виды выглаживания (рис. 1, а) и накатывания (рис. 1, б), а также метод однократного обжатия обрабатываемой поверхности (рис. 1, в) без перемещения очагов воздействия.
При ударных методах (рис. 1, г) инструмент или рабочие тела многократно воздействуют на всю обрабатываемую поверхность или ее часть, при этом сила воздействия Р в каждом цикле изменяется от нуля или от некоторого значения Р1 до максимума, а в случае локального ударного воздействия очаг деформирования может последовательно и равномерно проходить всю обрабатываемую поверхность.
В работе приведены принципиальные схемы обработки с помощью основных, наиболее распространенных методов ППД. Статические методы ППД обеспечивают меньшую шероховатость поверхности с благоприятной формой микронеровностей; с помощью ударных методов можно достичь большой степени упрочнения.
Упрочняющее раскатывание. Обрабатываются поверхности тел вращения типа втулок HRC 45 — 55. Универсальное и специальное оборудование. Серийное и массовое производство (рис. 2).

Упрочняющее обкатывание. Обрабатываются поверхности тел вращения типа валов и плоские поверхности, HRC 45 — 55. Универсальное и специальное оборудование. Серийное и массовое производство (рис. 3).

Выглаживание. Обрабатываются поверхности тел вращения, HRC 70, тонкостенные и неравножесткие детали. Применяется универсальное оборудование. Единичное и серийное производство (рис. 4).

Поверхностное дорнование. Поступательное скольжение дорна по охватывающей поверхности. Обрабатываются детали типа втулок и труб, HRC 40, используется специальное или протяжное и прессовое оборудование. Серийное и массовое производство (рис. 5).

Ультразвуковая обработка. К постоянной силе добавляется сила ударов ультразвуковых колебаний. Обрабатываются поверхности тел вращения. Применяется специальное оборудование, оснащенное ультразвуковым генератором и головкой. Единичное и серийное производство (рис. 6).

Вибрационная ударная обработка. Удары рабочими телами (дробь) закрепленных деталей в замкнутом объеме при его вибрации. Обрабатываются поверхности различной конфигурации, HRC 55. Специальное оборудование. Серийное и массовое производство (рис. 7).
