
Источник: Известия ТТИ ЮФУ – ДонНТУ. Материалы двенадцатого научно-практического семинара “Практика и перспективы развития партнерства в сфере высшей школы”: - Донецк - Таганрог: ДонНТУ. Кн.2. 2011.– С. 261-264.
Abstract: On the basis of analysis of thermal streams in the cutting zone con-formities to law of forming of thermal streams are set at the unset heat ex-change. The method of determination of middle temperature on the contact surfaces of the tool blade is developed. The method can find a wideuse for determination of thermal streamsand middle temperatures at the irregular cutting. Key words: thermal stream, temperature, irregular cutting, tool blade.
Тепловое состояние зоны обработки существенно влияет как на работоспособность режущих инструментов, так и на качество обрабатываемых деталей, в связи с чем весьма актуальны задачи по исследованию тепловых явлений при резании. В настоящее время достаточно хорошо разработанные методы исследований стационарных температурных полей в инструменте и детали в условиях установившегося теплообмена [1]. В исследованиях теплового состояния инструмента, выполненных для условий нестационарного резания [2], не рассмотрены особенности формирования тепловых потоков. В исследованиях тепловых потоков в зоне резания при неустановившемся теплообмене [3] не рассмотрено влияние параметров процесса на тепловые потоки и температуру. Представляет интерес установление взаимосвязей между параметрами обработки и тепловым состояним зоны резания и дальнейший анализ возможностей управления тепловыми потоками и температурами в условиях неустановившегося теплообмена. Целью представленной работы является установление закономерно-стей формирования тепловых потоков и температур в зоне резания в условиях неустановившегося теплообмена и анализ путей управления ими. Для учета особенностей формирования тепловых потоков при неустановившемся теплообмене в безразмерные функции M1, M2, N1, N2, определяющие нагрев площадок на передней и задней поверхностях лезвия инструмента вводится функция безразмерного времени m(Fo), характеризующая изменение температур в лезвии режущего инструмента в период неустановившегося теплообмена [3]:
Плотности тепловых потоков на передней q1 и задней q2 поверхностях лезвия инструмента при неустановившемся теплообмене:
wд, wи, tд, tи — коэффициенты теплопроводности и температуропроводности материа-лов детали и инструмента; b — ширина среза; l — длина контактной площадки в направления схода стружки; h — износ по задней поверхности лезвия; k — коэффициент усадки стружки; V — скорость резания; с — коэффициент, учитывающий подогрев слоев металла стружки за один оборот детали; Тд — безразмерная функция распределения температур в детали, вызванных теплотой деформации; b' — коэффициент относительного количества теплоты, уходящего в стружку; Кс1, Кс2 — коэффициенты, учитывающие законы распределения плотности теплового потока на передней и задней поверхностях (Кс1 = 0,77; Кс2 = 0,55); q1Т, q2Т, qд — плотности тепловых потоков от сил трения на контактных площадках передней и задней поверхностей лезвия инструмента, а также в зоне деформации. Безразмерные функции, определяющие нагрев контактных площадок: М1,2 = (4,88+2,641,20,5lg 1,2)-0,85; N1,2 = (0,04+0,02 1,20,6lg 1,2)В1,2(h/l), где L — безразмерная ширина среза: l1 = b/l, l2 = b/h (?1,2>1); a — угол заострения; В1,2(h/l) — специальные функции: В1(h/l) = 2,85 — 0,9(h/l), В2(l/ h) = 2(l/ h)0,54 при f = 90° [3].
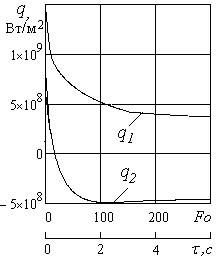
Графики изменения плотностей тепловых потоков на передней q1 и задней q2 поверхностях лезвия инструмента во времени (Fo — безразмерное время, t — реальное время резания) при неустановившемся теплообмене представлены на рис. 1. Расчеты выполнялись для условий: обрабатываемый материал — сталь 45; Sв = 750МПа; коэффициент усадки k = 2,0; инструментальный материал Т15К6; износ по задней поверхности h = 0,1 мм. В начальный момент времени тепловые потоки на передней q1 и задней q2 поверхностях инструмента весьма велики. С течением времени они убывают, причем на задней поверхности тепловой поток становится отрицательным, а затем стабилизируются, что свидетельствует об установившемся теплообмене.
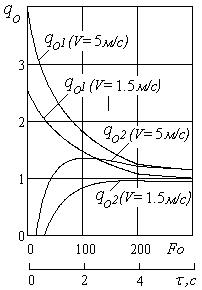
Сравнение тепловых потоков при неустановившемся теплообмене с установившимся для различных скоростей резания представлено на рис.2. Относительные плотности тепловых потоков qо = q(Fo)/q(1000). В начальный момент при неустановившемся теплообмене плотности тепловых потоков существенно превышают устанвившиеся, причем, с увеличением скорости резания возрастают как тепловые потоки, так и сам период, в течение которого процесс устанавливается. Температуры на передней qпп и задней qзп поверхностях лезвия инструмента, формируемыея под воздействием тепловых потоков q1 и q2, а также температура резания, представляещая собой среднюю температуру на передней и задней поверхностях лезвия qср, определяется следующим образом:

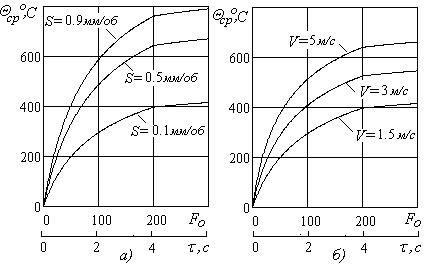
Графики изменения во времени температуры резания для разных подач и скоростей при неустановившемся теплообмене приведены на рис.3. В начальный момент при неустановившемся теплообмене температуры резания равны нулю, затем резко возрастают и постепенно ста-билизируются. Чем выше подача и скорость резания, тем интенсивнее рост температуры и выше ее уровень при установившемся процессе. Установленные взаимосвязи тем-пературы резания с режимами обра-ботки позволяют регламентировать значения подач и скоростей, обеспечивающих уровень температур, не превышающий заданный.
Таким образом, разработанная методика, а также созданное программное обеспечение расчетов, позволяют определять тепловые потоки и температуры в зоне резания при неустановившемся теплообмене. Методика может найти широкое применение при различных видах механической обработки, и прежде всего, при прерывистом резании.