Источник: International Journal of Modern Manufacturing Technologies ISSN 2067–3604, 2011.
Аннотация: представлен метод тепловых потоков и температур в зоне резания при обработке с переменными параметрами. Исследования выполнены на условиях нестационарного и стационарного процесса при непрерывном и прерывистом резании. Влияние подачи, глубины и скорости резания на тепловые потоки. Температуры при резании с переменными параметрами резания устанавливаются. Ключевые слова: тепловой поток, температура, резание, переменными параметрами.
Эффективная эксплуатация инструмента в значительной степени определяется тепловым состоянием. Современные тенденции роста производительности труда в связи с увеличение инструментов, а также применение высокоскоростной резки может привести к существенному увеличению тепловых нагрузок на инструмент. В этой связи актуальность задачи по их исследованию будет расти. В настоящее время разработаны методы экспериментального и теоретического исследования теплового состояния инструмента в условиях стационарного теплообмена [1, 2]. Это вполне оправдано для большинства случаев обработки, когда время периода теплообмена очень мало, и им можно пренебречь. Однако в ряде случаев для прерывистого резания игнорировать нестабильные процессы невозможно. Работа [3] посвященна изучению источников тепла и несоответствия закону формирования тепловых потоков на передней и задней поверхностей лезвия. Однако в этих работах отсутствует информация об определении тепловых потоков при отсутствии теплообмена. Поэтому актуально дальнейшее развитие методов определения тепловых потоков и температуры в зоне резания. Целью данной работы является создание закона формирования тепловых потоков и температуры в условия отсутствия теплообмена и исследование влияния скорости резания на тепловые потоки и температуры резания.
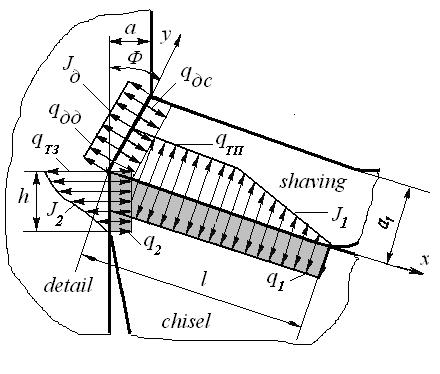
Основные источники тепла при резании (рис. 1):
- тепло деформации в области на плоскости изменения источника Jд с еще распределения тепловых потоков близости qд и даже распределения тепловых потоков в близости бритья qдс и подробно qдд: qд = qдд + qдс;
- тепло трения на почве контакта между стружкой и передней поверхности лезвия документа является источником J1 с комбинированной распределения тепловых потоков близости qТП;
- тепло трения между задней поверхности лезвия инструмента и деталей источника J2 с нормальный асимметричное распределение тепловых потоков Близость qТЗ.
Ось X в рассматриваемой системе координат ориентированы в направлении передней поверхности перпендикулярно Основной передний край; L является длина в направления хвосты бритья; Н — износ поверхности, является толщина среза; а1 является толщина бритья; Ф — угол изменения. Температура в зоне резания формируется под воздействием источников Q1 и Q2, близость которого для практических расчетов принято равнораспределения на том основании, BXL и bxh (В это ширина сечения). Отсутствие тепловых потоков на передней и задней q1 q2 поверхности лезвия на множество теплообмена можно ожидать:
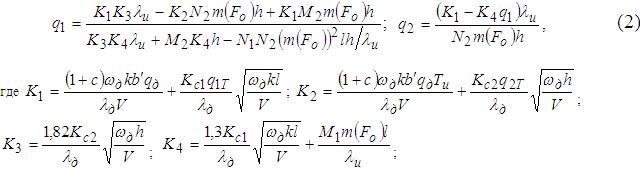
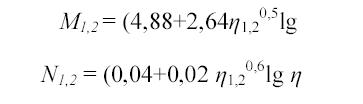
где М1, М2, N1, N2 — безразмерные функции определения нагрева участка на передней и задней поверхностях инструмента лезвие; qд, Tи, wд, lи — коэффициенты теплопроводности и диффузии деталей и инструмент материалов соответственно; К — коэффициент бритья, V — скорость резки, С — коэффициент, в счет нагрева слоев металла для бритья один оборот детали; Тд — безразмерная функция распределения температур в подробности вызванных тепла деформации, б ' — коэффициент относительной количество тепла получить даром в бритья; Кс1 — коэффициент, учитывающий закон распределения тепловой поток близости от передней поверхности (для комбинированное Кс1 = 0,77); Кс2 — коэффициент, с учетом закона распределения теплового потока близости от задней поверхности (для асимметричных нормальный Кс2 закон = 0,55). Безразмерные функции распределения тепла по передней и задней поверхностях инструмента описываются следующим образом:
Отсутствие тепловых потоков от сил трения на основе контактов между стружки и передней поверхности инструмента q1Т лезвия, между задней поверхности лезвия инструмента и подробно q2Т, а также в области деформации qд равны:
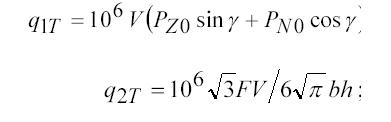

где PZ0 = (Pz — F) — разность касательных силы резания и силы трения на задней поверхности инструмента лезвие; PN0 = (Py — N) — разность нормальных составляющих силы резания и нормальная сила на задней поверхности инструмента. тепловых потоков, которые вызваны тепла деформации режущая часть материала и трения на режущей кромке между стружкой и передней поверхностью инструмента, а также между задней поверхностью и возникают в начальный период резания и практически не зависят от времени. Конечные тепловые потоки на передней q1 и задней Q2 поверхности инструмента зависит от степени нагрева лезвия и не остаются постоянными во времени. Температурное поле, возникающее в лезвии инструмента при отсутствии теплообмена описывается следующим образом:
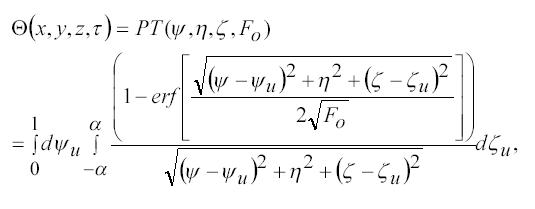
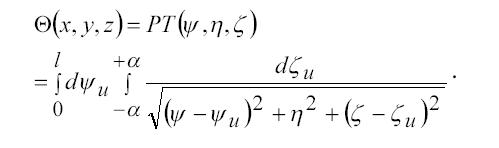
где Q = X / L, фи = хи / л, F = г / л, Pu = цу / л, T = Y / L — безразмерные координаты; f = 0,5 B / L — безразмерная ширина резания; L2 — безразмерный критерий времени, или критерий Фурье, P = Kb QL / 4 (КБ коэффициента перехода от неограниченное пространство для неограниченного клина) — размер коэффициент ERF[u] — известный изменение функции интеграл вероятности. Температурное поле, возникающие в лезвие инструмент при теплообмене описывается следующим образом:
В общем случае изменение температуры в лезвии инструмента при отсутствии теплообмена могут быть описаны функцией времени :


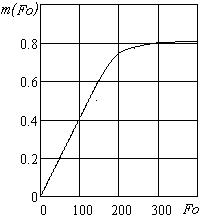
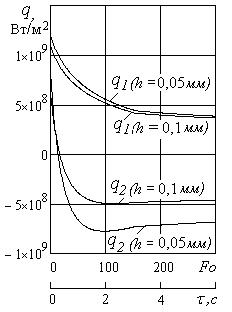
За счет особенностей формирования тепловых потоков в теплообмен безразмерные функции определения нагрева, по передней и задней поверхностях инструмента лезвие функция м вводится. Изменения тепловых потоков перед Q1 и Q2 на задней поверхности инструмента поверхности для различных значениий износа на задней поверхности на теплообмен представлены на рис. 3.
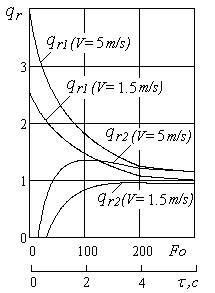
Расчеты были выполнены для следующих условий: Обрабатываемый материал — сталь 45; S в = 750МПа; коэффициент трения К = 2,0; инструментальные Материал T15К6; На графике показана вместе с безразмерной функцией , свидетельствуют, что в начальный момент времени тепловых потоков как на передних Q1 и Q2 на задней поверхностях инструмента очень много. Они уменьшаются со временем, а затем стабилизируются, что свидетельствует о множестве процессов теплообмена. С увеличение износа на задней поверхности тепловые потоки на задней поверхности уменьшаются значительно на передней поверхности не меняется практически. При исследовании тепловых потоков при отстутствии теплообмена QR есть интерес сравненить их с отсутствием теплообмена в установившемся теплообмене QR набор с использованием относительной стоимости тепловых QR близости поток = QR отключенное / QR множество. изменения относительных тепловых потоков на передней и задней Qr1 QR2 поверхности инструмента
для различных значений скорости резания V при отсутствии теплообмена представлены на рис. 4. температуры на передней и задней qпп qзп поверхностях инструмента лезвие формируется под воздействием теплового потоки Q1 и Q2, а также резки температуры представлен сам по себе средней температуры на передней панели и задней поверхности лезвия qср определяются как следующим образом:
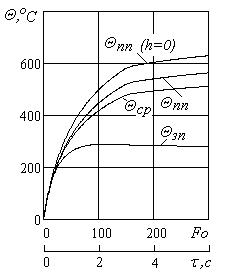
Во время работы в качестве инструмента износ на задней поверхности H = 0 средняя температура определяется только температурой на передней поверхности лезвия и значительно выше, чем температура наблюдаемая при износе на задней поверхности. С появлением износа на задней поверхности существует отрицательный тепловой поток на задней поверхности, которые уменьшают среднюю температуру, и она становится меньше, чем температура на передней поверхности.
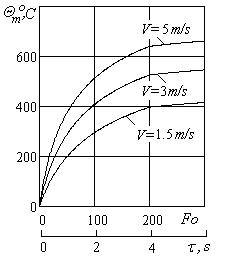
Графики изменения температуры для резания при различных значениях скорости резания и подачи при отсутсвии теплообмена представлены на рис. 6
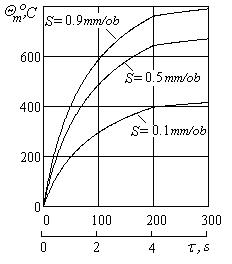
Выполненные расчеты позволяют установить характер и степень влияния скорости резания и подачи при температуре резания.
Таким образом, разработан метод расчета, который позволяет определить тепловые потоки и температуру в зоне резания при отсутствии теплообмена . В представленной работе на основе анализа тепловых потоков при резании несоответствия с Законом формирования тепловых потоков и температуры резания при отсутствии теплообмена устанавливаются. Метод определения средней температуры на контакт поверхности лезвия разработан. Метод может найти применение для определения тепловых потоков и резания температур.