Источник: Зидельман Л. П. // Чер.металлургия: Бюл. ин-та «Черметинформация», 1988. Вып.8. с. 2-4.
В последнее время в конструировании валковых брикетных прессов основным направлением является совершенствование их компоновки и создание конструкций станин, обеспечивающих резкое сокращение продолжительности простоев брикетных установок при замене изношенных сменных бандажей рабочих валков и проведении профилактических осмотров, связанных с частичной разборкой брикетной установки или пресса.
В течение года потери выпуска товарной продукции на углебрикетной фабрике из-за простоев пресса для замены инструмента составляют около 3%. В рекомендациях фирмы («Корф»), ФРГ, по обслуживанию брикетных прессов, установленных на Оскольском электро-металлургическом комбинате для утилизации мелочи губчатого железа, продолжительность перевалки рабочих валков с одновременной профилактикой вспомогательного оборудования составляет свыше 60 ч [1]. Таким образом, величина простоев, связанных с заменой инструмента и профилактическими осмотрами, может существенно отразиться на годовой производительности брикетной установки. Поэтому специализированные фирмы и предприятия, проектирующие и изготовляющие брикетные прессы, уделяют большое внимание созданию наиболее рациональных конструкций отдельных узлов пресса и универсальных компоновочных решений брикетных установок.
Конструкции валковых прессов и станин
Основными требованиями к конструкции станины современного валкового брикетного пресса являются:
легкость, прочность, жесткость;
возможность быстрой разборки и свободного извлечения валковых блоков подъемно-транспортным устройством;
удобное расположение и монтаж вспомогательных устройств;
высокая технологичность изготовления.
Таким требованиям в большой мере отвечают станины прессов, выпущенных фирмой «Верех» («Бепекс»), ФРГ. Современные прессы и компакторы этой фирмы имеют станины, состоящие из прямоугольных элементов коробчатого сечения [2]. Элементы собираются в жесткую замкнутую станину с фиксацией специальных разъемов, расположенных на обоих концах каждого элемента. Фиксация осуществляется с помощью цилиндрических пальцев соответствующего сечения. Компактность, жесткость, легкость, сравнительная простота и быстрота сборки и разборки выгодно отличают станины такой конструкции от тради¬ционной станины широко распространенной формы с размером выше оси рабочих валков.
Фирма "Keppern" («Кепперн»), ФРГ, уже более 80 лет в своих прессах низкого и среднего удельного давления брикетирования использует станины из сварных элементов двутаврового сечения. Однако в конструкцию станин внесены изменения: Взамен многочисленных болтовых соединений, на которых осуществлялась сборка, применен; соединения на штифтах, подобно при-меняемые фирмой «Бепекс».
Боковые стойки прессог. фирмы «Кепперн» обладают значительной массой, а диаметр валков на этих прессах достигает 1400 мм. Для перемещения стоек используется гидросистема с цилиндрами, которые расположены в основании станины между боковыми стойками. Такое размещение гидроцилиндров не затрудняет ремонт пресса и не мешает выдаче готовых брикетов.
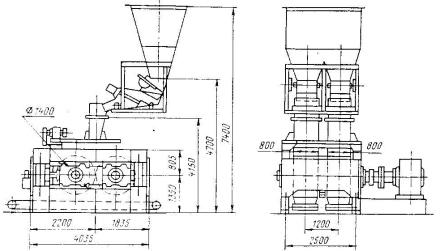
Традиционная форма станины имеет U-образную форму нижней части. Линия разъема проходит по Линии центров валковых блоков пресса. Такая конструкция обеспечивает жесткость и прочности станины, но замена в ней изношенных валковых блоков сопряжена со значительными затратам времени (рис. 1). В настоящее время станины Такой конструкции применяются на прессах, предназначенных для окускования высокопластичных материалов с низким удельным давлением брикетирования и высоким расходом связующих добавок. В этих случаях инструмент заменяют в период среднего или капитального ремонтов брикетной установки или пресса. При-мером таких прессов могут служить установки для окускования руд цветных металлов, выпускаемые фирмами («Клёкнёр-Гумбольдт-Деиц»), ФРГ: "Sahut-Con-reur" («Сау-Конрер»), Франция, и предприятием «Замет», ПНР.
Два валковых пресса со станиной такой конструкции в Течение ряда лет успешно эксплуатируются на Ключевском заводе ферросплавов для подготовки шихты к выплавке ферросплавов, содержащие вольфрам. Прессы со сварными станинами двутаврового сечения разработаны и изготовлены Сарацинским заводом кузнечно-прессового оборудования. Валковые блоки оснащены сменными профилированными бандажами зубчато - желобкового профиля.
Конструкция станины валковых прессов для горячего брикетирования фирмы «Кепперн» аналогична конструкции прессов для брикетирования без нагрева, подшипниковые подушки имеют увеличенные размеры из-за размещенной в ней системы принудительного охлаждения подшипни¬ков качения. При демонтаже валковые блоки перемещаются в сторону опущенных боковых стоек, которые служат монтажным столом, и устанавливаются на опущенные стойки с помощью гид-равлических цилиндров. Со стоек мостовым краном валковые блоки подаются на стенд для ремонта и замены бандажей. Работы по совершенствованию конструкций станин валковых прессов ведутся постоянно, так как станина является одним из основных узлов валкового пресса (и наиболее металлоемким). От конструкции станины зависят прочность (максимальная величина допустимых нагрузок), жесткость, простота и скорость проведения монтажно-демонтажных работ по замене инструмента, удобство установки и закрепления вспомогательных устройств для предварительной обработки шихты, а также ряд менее значительных показателей, которые в совокупности определяют технический уровень брикетного пресса. Рассмотренные выше конструкции станин валковых брикетных прессов являются наиболее распространенными, но наряду с ними для специальных целей создаются валковые брикетные прессы, где станина, сохраняя свое функциональное назначение, приобретает несвойственные ей формы. Примером могут служить брикетные прессы с Н-образными станинами, а также валковый пресс производственного объединения «Замет», ПНР, производительностью по рудным брикетам до 70 т/ч без станины. Ее заменяет платформа, на которую устанавливают два валковых блока, связанных между собой четырьмя стяжными шпильками, пропущенными через отверстия в опорных подушках увеличенных размеров. Валковые блоки крепятся к платформе с помощью болтов. В этом прессе каждый рабочий валок имеет индивидуальный электропривод с понижающим редуктором. Синхронизация работы валков осуществляется, помимо электрической схемы, еще и с помощью зубчатой передачи, выполненной в отдельном корпусе и работающей в масляной ванне. Полуячейки совмещаются на сопрягаемых валках устройством, расположенным в зубчатой муфте. Валковый брикетный пресс для окускования материалов с низкой насыпной массой создан в ДонНИИЧерМете. Опытный образец пресса изготовлен совместно с Магнитогорским металлургическим комбинатом и испытан при окускования активной извести мелких фракций. Пресс БПЭ-4М (БПО-600) имеет станину с откидывающимися в одну сторону боковыми стойками (рис. 2).
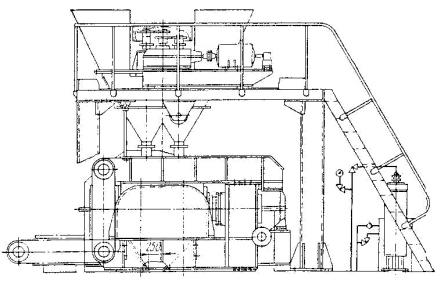
Прессами такой конструкции будет оснащен строящийся цех по обжигу металлургической извести в печах кипящего слоя. В настоящее время ведется проектирование пресса с валками диам. 800 мм производительностью 3,5— 5,0 м3/ч. Прессы будут оснащаться сменными бандажами зубчато-желобкового профиля с формообразующими ячейками размерами 25х25х16 мм. На участке подготовки шихтовых материалов для выплавки ферросплавов успешно эксплуатируется валковый пресс БП-9, разработанный и изготовленный на металлургическом заводе «Сиб-электросталь». Станина пресса состоит из элементов двутаврового сечения, скрепленных болтами. Валки прижимаются блоками дредварительно сжатых тарельчатых пружни, помещенных в цилиндры вертикальных стоек станины. Большое разнообразие технических решений по компоновке проводов, механизмов для передачи крутящего момента на валки и расположению последних и станине пресса связано с условиями эксплуатации создаваемых брикетных установок, характеристикой брикетируемого материала и особенностями технологии брикетирования. В современных конструкциях валкаиых брикетных прессов понижающие зубчатые и синхронизирующая передачи, как правило, размещаются в общем корпусе с масляной ванной. Помимо принудительной системы охлаждении водой подшипниковых подушек и самих валков большинство конструкций совмещенных редукторов для валковых прессов имеют принудительную циркуляционную смазку, что способствует сохранению температуры в опорных подшипниках в рекомендуемых пределах. Особенно это важно для прессов горячего брикетирования.