
According to the new State Standard P 51685-2000 “Rails” (general specifications) issued instead of the State Standard 24182 – 80 (ST SEV 4983 – 85) “Broad Gage Rails of the Type of P75, P65, and P 50 Made of Open-hearth Steel” (specifications), the metallurgical plants of Ukraine and the Russian Federation started manufacturing of the volume – chilled rails (their rail web hardness makes up 388 HB in comparison with 280 HB for the non – heat – strengthened rails). This caused the impossibility to apply high-speed steel tools for drilling and the application of assembled drills with the mechanical fixing of replaceable reversible plates (RRP) made of hard alloy. The first results of the application of this type tool showed its low efficiency. Thus, the search of the ways to improve the efficiency is a topical problem.
To content.
To raise the efficiency of the reversible assembled drills with the RRP during the chilled steel drilling through the optimization of the RRP geometric parameters and improvement of the drill box according to the criterion of minimization of the cutting force components working on the drill.
To content.
1. To develop the cutting force component models under the drilling by the assembled drills with the RRP based on the summing up of the intensities acting on the length unit of the plate cutting edge and making it possible to identify the considerable misbalance of the cutting force radial component.
2. To fix the unfavorable combination of the edge angle values on the central plate near the drill axis according to the geometry analysis made with the help of the method of calculation of the static and kinematic parameters of the edge of the assembled drill with the RRP.
To content.
Alexander Alexandrovich Bakanov stated the method of identification of the static and geometric parameters at the tool edge arbitrary point and that of calculation of the cutting forces. But he does not take into account the cutting force dynamic characteristics.
To content.
The analysis of the standard constructions of the assembled drills with the RRP produced by the world companies-producers is given. It shows that there is a great variety of the constructions. At the same time the consumer faces the problem of the operation indices of any of the constructions which is poorly reflected in the current catalogs of the assembled tools.
There is no published analysis of the geometric parameters of the drills with the RRP. The papers of A.A. Vinogradov, I.I. Semenchenko, V.M. Matyushin, G.N. Sakharov, N.F. Utkin, Y.I. Kizhnyaev, S.K. Pluzhnilov, V.F. Bobrov and other researchers deal with the analysis of the geometry of the cutting element of the spiral durable drills. A number of the papers of S.I Petrushin and S.V. Grubyi deal with the analysis of the geometric parameters of the cutters with the RRP depending on the orientation angles. [1]
A. A. Vinogradov proposed the method of calculation of the cutting forces components under the drilling by the symmetrically finished drill. It defines the cutting force components on the basis of the geometric parameters of the cut layer and physical and mechanical properties of the machined material. The application of the method to define the cutting force components under the drilling by the assembled drills with the RRP is difficult as we need to know the physical and mechanical properties of the machined material, facing shrinkage (or the angle of the conditional shear plane slope) and the geometric parameters at each point of the cutting edge of the replaceable reversible plate. [1]
The following tasks were formulated according to the analytical review of the published materials:
1. To develop the method of calculation of the geometric parameters of the assembled drills with the RRP;
2. To develop the method of the approximate evaluation of the cutting force technological components acting on the drill within the drilling process;
3. To make research on the cutting force at the chilled steel machining;
4. To calculate the forces acting on the drill within the penetration and fixed penetration;
5. To propose the improvement of the construction of the assembled drills with the mechanical fixing of the RRP based on the analysis of the obtained results;
6. To do the comparative study of the operation properties of the basic and proposed constructions of the assembled drills with the mechanical fixing of the RRP.
Figure 1. General view of the drill (Animation: 7 shots, 6 cycles of repetition; size: 115 KB)
The mentioned task solving was made by the theoretical and practical investigations, design developments and their manufacturing implementation. The static geometric parameters of the basic construction of the assembled drill with the RRP produced by the native tool plants are calculated according to the method (fig. 1, 2). The analysis of the basic construction of the drill shows that the tool is characterized by the high values of the radial misbalanced cutting force because of inaccuracy in the RRP fixing. [3]
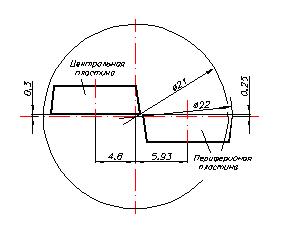
Figure 2. Location of RRP in building drills
The research for more accurate identification of the cutting force components acting on the drill is going be carried out. It will consist of measuring of the cutting force technological components during the drilling of the chilled steel by the tool with the independent changing of the geometric parameters.
To content.