
СОДЕРЖАНИЕ
1.1 Выемка угля
1.2 Структурная схема системы автоматизации очистного забоя
1.3 Цель проектирования и требования к системе автоматизации
3. Обоснование направления автоматизации технологического процесса
3.1 Принципы построения системы автоматического управления
3.2 Функции системы автоматического управления
3.4 Обоснование и разработка схемотехнического решения системы автоматизации
Основой технического процесса на угольных шахтах является широкое внедрение высокопроизводительных добычных комплексов, оснащенных современным взрывобезопасным электрооборудованием. Их внедрение обеспечивает значительное повышение производительности работы предприятия. Высокая эффективность угледобычи в значительной мере зависит от четкости и надежности работы шахтного транспорта, в частности конвейерного, значение которого становится все более важным в связи с увеличением мощности угледобывающих машин. В данное время в качестве забойных конвейеров значительно преобладают скребковые конвейеры, которые являются практически единственным средством доставки угля по очистительному забою. Для ведущих угледобывающих шахт характерно повышение степени концентрации горных работ, рост погрузки на очистной забой, при сокращении их числа и одновременном увеличении длины и скорости подвигания. Все эти причины обуславливают повышение нагрузки на забойный скребковый конвейер. Как следствие, разрабатываются и внедряются в производство скребковые конвейеры все большей длины и с более мощными приводами. Возникает задача рационального автоматического управления забойными скребковыми конвейерами с целью повышения эффективности, экономичности и надежности их работы.
В данной дипломной работе рассматриваются вопрос автоматического управления забойным скребковым конвейером, который имеет в своем составе два регулируемых привода.
Постановка задачи: существующие решения систем управления поводами конвейера не предусматривают раздельное управление верхними и нижними поводами конвейера. Это приводит к повышению нагрузки на цепь, вследствие чего увеличиваются потери на трение в тяговой цепи. Необходимо усовершенствовать конструкцию аппарата, введя цепь раздельного управления поводами, которая позволит избегнуть дополнительных потерь и снизить нагрузки на тяговую цепь, повысить пусковой момент и эффективность защиты конвейера от внезапных перегрузок.
Автоматизация технологического процесса добычи угля является одним из основных направлений развития современной угледобывающей промышленности. От уровня развития средств автоматизации и от общего научно-технического уровня всей отрасли горной промышленности зависит эффективность процесса добычи угля в шахтах, безопасность обслуживающего персонала машин и механизмов, надежность и безаварийность эксплуатации оборудования.
Процесс добычи угля, как объект автоматизации, состоит из следующих составных частей:
1) выемка угля;
2) транспортировка угля по забою до места погрузки;
3) крепление выработанного пространства;
В настоящее время на шахтах Украины можно встретить два уровня автоматизации процесса добычи угля: первый уровень характеризуется тем, что технологические процессы выемки транспортирования угля механизированы, а крепление выработанного пространства осуществляется вручную. Такой уровень автоматизации наиболее часто встречается на шахтах, разрабатывающих пласты крутого падения, где для крепления применяется деревянная крепь. Второй уровень автоматизации характеризуется тем, что все три составляющих процесса добычи угля механизированы (как правило с применением угледобывающих комплексов). Этот уровень автоматизации в настоящее время присутствует на большинстве шахт, разрабатывающих пологие и слабонаклонные пласты. Далее мы будем рассматривать технологические процессы и оборудование применительно к шахте им. Бажанова.
В условиях шахты им. Бажанова (7 восточная лава) выемка угля производится при помощи механизированного комплекса 3МКД-90Т, специально изготовленного для условий шахты им. Бажанова. Пределы вынимаемой мощности для данного комплекса: 1.46 – 2.4 м. В состав механизированного комплекса 2МКД-90Т входят: комбайн РКУ-13, скребковый конвейер СПЦ-230, крепь 3КД-90Т. Для сигнализации и связи в очистном забое применяется аппаратура типа АССУ.
На шахте им. Бажанова выемка угля осуществляется при помощи узкозахватного добычного комбайна типа РКУ-13. Комбайн очистной узкозахватный РКУ-13 предназначен для выемки угля в очистных забоях пологих и наклонных пластов мощностью 1.35 – 2.5 м, подвигающихся по простиранию пластов с углом падения до 35º, а так же по восстанию и падению с углом до 10º, при сопротивлении угля резанию до 360 кН/м. Комбайн оснащен двумя бесцепными встроенными механизмами подачи со встроенными механогидравлическими тормозами, позволяющими при углах падения пласта до 9º работать без предохранительной лебедки. Для повышения надежности перемещения комбайна и повышения безопасности его эксплуатации применены два симметрично расположенных механизма подачи. Комбайн может работать по челноковой схеме выемки с самозарубкой без ниш в комплексе с соответствующим оборудованием. Может применяться в механизированных комплексах, оборудованных скребковым конвейером с рейкой ЗБСП для бесцепной системы подачи. При выемке угля комбайн перемещается по ставу забойного конвейера, расположенного на почве пласта параллельно забою. Комбайн оснащен двумя шнековыми исполнительными органами. При движении комбайна один из шнеков (идущий вперед) регулируется по кровле, а второй – по почве угольного пласта. На комбайне применяется взрывозащищенное рудничное электрооборудование с искробезопасными цепями управления для эксплуатации в шахтах, опасных по взрывам метана или угольной пыли.
Конструкция комбайна при работе в комплексе обеспечивает:
- механизированную погрузку угля в очистном забое;
- автоматический, дистанционный и ручной режимы работы системы управления механизмом подачи;
- автоматическое включение орошения после пуска комбайна;
- срабатывание механогидравлических тормозов под действием пружин при падении давления в гидросистеме или октлючении напряжения;
- фиксацию нулевой скорости подачи комбайна;
- аварийное отключеие всех токоприемников лавы с пульта машиниста комбайна;
Для управления электроприводом, его защиты, а также для автоматизации управления скоростью подачи в зависимости от нагрузки на электропривод в комбайне применен регулятор нагрузки “Уран”. Для контроля концентрации метана в месте работы комбайна применяется метан-реле типа ТМРК. Для автоматизации управления комбайном применяется комплекс устройств автоматизации комбайнов РКУ с гидравлическим приводом подачи КУАК-02У5 (входит в комплект поставки комбайна). Кроме того, на комбайне может быть применена аппаратура дистанционного управления типа «Икар».
1.2 Структурная схема системы автоматизации очистного забоя
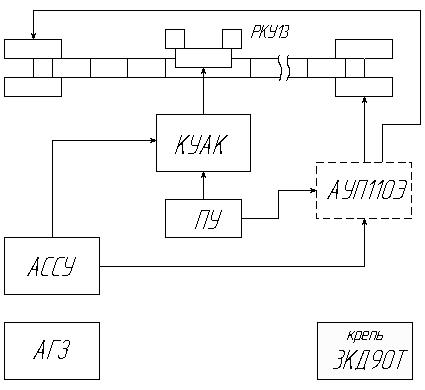
С учетом изменений, внесенных в состав оборудования очистного забоя, структурная схема автоматизации очистного забоя принимает вид, представленный на рис. 1.2.1
На рис. 1.2.1 блок, выделенный пунктиром – аппарат автоматического управления приводом скребкового конвейера, оснащенного ЭМС АУП110Э, который рассматривается далее в данной дипломной работе. КУАК – комплекс устройств автоматизации комбайнов РКУ с гидравлическим приводом подачи. Комплекс предназначен для управления, регулирования, контроля работы, а также для защиты от аварийных режимов очистного комбайна (может работать со всеми комбайнами унифицированного ряда РКУ с гидравлическим приводом подачи). ПУ – пульт управления комбайном, на который также вынесены органы управления забойным конвейером. АССУ – аппаратура сигнализации и связи в очистном забое. Для обеспечения автоматической газовой защиты применяется аппаратура типа АТ3-1. Кроме того, на комбайне установлено метан-реле комбайновое ТМРК.
1.3 Цель проектирования и требования к системе автоматизации
Цель проектирования: усовершенствование системы автоматического управления электроприводом забойного скребкового конвейера на основе электромагнитной муфты скольжения, для обеспечения выполнения требований, изложенных ниже.
Система автоматического управления электроприводом забойного скребкового конвейера должна обеспечивать:
- раздельное включение верхней и нижней приводных станций;
- подачу по всей длине конвейера автоматического предупредительного сигала перед пуском;
- обеспечивать повышенный пусковой момент;
- формирование следующей тахограммы пуска конвейера: на первом этапе плавно увеличить скорость привода до уровня «ползучей» скорости. На этом этапе выбираются зазоры в передаче, и натяжение рабочей ветви тяговой цепи. На втором этапе поддерживается уровень «ползучей» скорости привода конвейера. Величина этой скорости должна обеспечить возможность беспрепятственного схода человека со става конвейера («ползучая» скорость не должна превышать 0.3 м/с). Продолжительность работы привода конвейера на ступени «ползучей» скорости должна быть достаточной для схода человека со става конвейера (5-7 с). Далее, на третьем этапе, производится плавный разгон до номинальной скорости;
- ограничение времени удержания усилия при неуспешном запуске (6 – 8 секунд) для предотвращения перегрева электроприводов;
- автоматическую расштыбовку конвейера;
- отключение конвейера с пульта комбайна, с пультов, установленных в лаве (через 10 м) и у его приводных станций;
- автоматическое отключение конвейера при обрыве тяговой цепи;
- автоматическую защиту приводов и тяговой цепи конвейера от динамических перегрузок при заклинивании цепи;
- возможность получения специальной доставочной скорости (не белее 0,7 м/с);
- ограничение усилия конвейера на уровне половины от номинального усилия при работе с доставочной скоростью [6].
Наиболее полные исследования динамики скребковых конвейеров выполнены профессором И.Г. Штокманом [1]. В его работах получили объяснение явления резонанса в тяговых цепях, разработана методика расчета динамических нагрузок и выбора основных параметров конвейера, обеспечивающих снижение динамических нагрузок в скребковой цепи. Значительный вклад в теорию привода скребкового конвейера внесли Б.А. Скородумов [2], Л.И. Чугреев, О.Ф. Вихров [3]. Их работы углубили понимание физических процессов в скребковом конвейере при пуске и стопорении его тяговых цепей.
В качестве предохранительного устройства скребковой цепи конвейера был предложен ряд электромагнитных муфт сухого трения. Их применение улучшает динамику пуска конвейера, т.к. двигатель в этом случае может включаться вхолостую, а затем, с помощью электромагнита плавно увеличивает тяговое усилие в скребковой цепи. Однако, практика эксплуатации показала, что после нескольких срабатываний стальные диски муфт притираются друг к другу, уменьшаются шероховатости их поверхностей, в результате чего муфта изменяет свою механическую характеристику.
В Стахановском филиале КГМИ (Л.Н. Сигалов) разработан привод СК со стартовым электродвигателем постоянного тока последовательного возбуждения, питание которого осуществляется от управляемого тиристорного выпрямителя. К недостаткам этого привода следует отнести сложность конструкции (требуется дополнительный редуктор, коммутационная аппаратура, управляемый тиристорный выпрямитель, и, собственно, двигатель постоянного тока) и низкий коэффициент использования установленной мощности двигателя постоянного тока.
Одним из направлений совершенствования электропривода скребкового конвейера явилось применение в качестве рабочих двигателей постоянного тока последовательного возбуждения. Исследования проведенные в ИГД им. Скочинского (Э.Г. Краус, И.В. Брейдо), выявили ряд существенных преимуществ такого привода конвейера: возможность регулирования скорости движения тягового органа в широком диапазоне (1:15), уменьшение динамических нагрузок, повышение статического момента по сравнению с асинхронным электроприводом, исключение из состава привода гидромуфт. Регулирование частоты вращения двигателя постоянного тока осуществлялось посредством тиристорного управляемого выпрямителя. Для защиты тягового органа конвейера от повреждения при стопорении в приводе предусмотрены защиты по производной момента нагрузки и по интегралу от электромагнитного момента. Измерение момента нагрузки производится косвенными методами по сигналам датчиков скорости и тока.
Недостатки этого привода, которые ограничили его распространение в системах шахтного конвейерного транспорта, связаны с высокой стоимостью и низкой надежностью (коллекторный узел) двигателя постоянного тока, сложностью осуществления его взрывозащиты, усложнением как системы электроснабжения так и системы электропривода.
Весомый вклад в дело совершенствования электропривода шахтных конвейеров внесли В.С. Бутов [4], М.И. Голубев, разработавшие тиристорные асинхронные электроприводы на основе трехфазных тиристорных регуляторов напряжения, соответственно для скребковых и ленточных конвейеров. Их исследования показали, что асинхронный тиристорный электропривод конвейер способен выполнять основные функции привода, оснащенного гидромуфтами, более надежно. В работе [4] были обоснованы параметры системы торможения привода скребкового конвейера, при которых обеспечивалась защита скребковой цепи от порывов при стопорении. В результате, были исследованы силовые тиристорные управляющие устройства, принцип действия которых заключается в изменении величины напряжения подаваемого на асинхронный двигатель привода при его пуске. Защита от порывов тягового органа при стопорениях обеспечивалась индукционно-динамическим торможением.
Однако в этих работах не был решен ряд актуальных вопросов. Так, разработанная методика формирования переходного процесса пуска скребкового конвейера, предполагающая изменение в процессе пуска электромагнитного момента его асинхронного двигателя по заданному закону, не позволяла получить устойчивую ступень пониженной скорости тяговой цепи, предопределяла зависимость интенсивности разгона привода от величины момента сопротивления движению, не предусматривала реализацию операций по автоматической расштыбовке конвейера.
Дальнейшее развитие асинхронный тиристорный электропривод шахтного скребкового конвейера получил в аппаратуре АСТК [5]. В данной работе обоснована разработка асинхронного тиристорного электропривода подземного скребкового конвейера, обеспечивающего плавный пуск со ступенью пониженной скорости скребковой цепи, ограничение динамических усилий в тяговом органе при заклиниваниях с последующим их автоматическим устранением и снабженного быстродействующей защитой от коротких замыканий и неполнофазного электропитания асинхронных двигателей.
На основании обоснованных параметров и положительных результатов экспериментальных исследований разработан алгоритм управления силовым тиристорным коммутатором в приводе подземного скребкового конвейера и создан силовой тиристорный аппарат управления приводом подземного скребкового конвейера (АСТК). Промышленные испытания этого аппарата подтвердили полное соответствие разработанной системы тиристорного асинхронного электропривода предъявленным требованиям.
Однако системам на основе тиристорного электропривода свойственны следующие недостатки, которые ограничивают их применение:
1) Системы тиристорного электропривода сложны, имеют относительно большие габариты и стоимость. Для обеспечения раздельного регулирования необходимо иметь две системы, что экономически нецелесообразно.
2) Эти системы создают в питающей сети помехи в виде высших гармоник, что отрицательно сказывается на работе всех объектов энергосистемы. Устройства снижения помех имеют большую стоимость.
3) Для всех типов преобразователей (тиристорных, транзисторных) не решены проблемы защиты от токов утечки на землю.
Институтами Автоматгормаш и Гипроуглемаш разработан аппарат автоматического управления приводом П110Э, содержащим планетарный редуктор и электромагнитную муфту скольжения (ЭМС). Основу последней составляет индуктор, расположенный в зазоре магнитопровода с обмоткой возбуждения. Величина вращающего момента асинхронного двигателя, передаваемого через планетарный редуктор на тяговую цепь конвейера, зависит от величины скольжения индуктора и регулируется током обмотки возбуждения. Основное преимущество электромагнитной муфты – простота управления. Это дает возможность создания эффективных алгоритмов управления конвейером. Кроме того, электромагнитная муфта не требует трудоемкого обслуживания, надежна в эксплуатации.
Основной недостаток, присущий электромагнитной муфте скольжения – низкий КПД при больших скольжениях. Однако при использовании ее в приводе скребкового забойного конвейера этот недостаток проявляется незначительно. При работе с составе привода скребкового конвейера режимы работы электромагнитной муфты с большим скольжением возможны в двух случаях:
- При пуске конвейера, когда необходимо выдерживать пониженную скорость конвейера в течение 5-7 секунд. При этом ЭМС работает с большим скольжением, однако время работы в этом режиме невелико и потери будут незначительными.
- При работе во вспомогательном режиме с доставочной скоростью. Работа в этом режиме может быть длительной, однако при этом нагрузка на конвейер небольшая и потери также незначительны.
В нормальном режиме работы скольжение составляет 3-5%, и электромагнитная муфта скольжения имеет большой КПД.
Таким образом, учитывая преимущества, которые дает применение ЭМС в приводах забойного скребкового конвейера, можно принять в качестве базового электропривод на основе ЭМС.
Из выпускающейся аппаратуры наиболее полно отвечает необходимым требованиям к аппаратуре автоматического управления скребковым конвейером с электромагнитной муфтой скольжения аппарат автоматического управления приводом забойного конвейера П110Э АУП-110Э. Возможности аппарата: аппарат АУП-110Э может работать в одном из двух возможных режимов – основном или вспомогательном. При работе в основном режиме аппарат выполняет следующие функции:
- Обеспечивает холостой запуск (без нагрузки) электродвигателей приводов конвейера;
- Обеспечивает пусковой момент с кратностью от 1.5 до 2.5;
- Обеспечивает пониженную (ползучую) скорость конвейера в течении 5-7 секунд после успешного запуска конвейера (около 0.5 - 0.6 м/c);
- Автоматическая раскачка (расштыбовка) конвейера без реверса его электроприводов;
- Ограничение времени удержания усилия при неуспешном запуске (6 – 8 секунд) для предотвращения перегрева электроприводов;
- Защита привода конвейера и тяговой цепи от перегрузок при заклинивании цепи.
При работе во вспомогательном режиме аппарат выполняет следующие функции:
1. Обеспечивает половинную (доставочную) скорость конвейера;
2. Ограничение усилия конвейера на уровне половины от номинального усилия;
3. Ограничение времени удержания усилия при неуспешном запуске (6 – 8 секунд) для предотвращения перегрева электроприводов.
Основным недостатком данного аппарата автоматического управления является отсутствие раздельного управления электроприводами, что не позволяет рационально распределить усилия между ними. Это уменьшает КПД системы за счет повышенного трения в ветвях тяговой цепи, снижает эффективность пуска конвейера, вследствие несогласованной работы двух электроприводов при пуске. Кроме того, недостаточно эффективно решен вопрос защиты тяговой цепи скребкового конвейера от динамических перегрузок при стопорении тяговой цепи.
Принимаем аппаратуру автоматического управления электроприводом забойного скребкового конвейера АУП-110Э в качестве базового технического решения системы управления.
3 Обоснование направления автоматизации технологического процесса
Ранее в качестве базового технического решения системы автоматического управления приводом забойного скребкового конвейера был принят аппарат АУП110Э. Этот аппарат обеспечивает выполнение большинства необходимых функций (приведены в разделе 3.3). Однако, для обеспечения выполнения всех требуемых функций в его конструкцию необходимо внести изменения. Эти изменения прежде всего касаются введения раздельного управления верхним и нижним приводами конвейера, а также устройства размагничивания обмотки возбуждения электромагнитной муфты скольжения, предназначенного для защиты тяговой цепи конвейера от порывов при ее стопорении. Кроме того, учитывая эти изменения, необходимо будет изменить алгоритм функционирования системы управления. При этом не требуют изменения такие элементы существующей системы, как датчики, органы управления, взрывозащитная оболочка, элементы индикации.
Исходя из этого, наиболее приемлемым направлением усовершенствования системы автоматизации является замена управляющего блока на новый, обеспечивающий выполнение всех требуемых функций. Поскольку при введении раздельного управления верхним и нижним приводами конвейера алгоритм функционирования системы управления усложнится, целесообразно выполнить управляющий блок аппаратуры на основе микроконтроллера, что позволит задавать алгоритм функционирования системы автоматического управления программным путем. Это значительно облегчает создание системы, и позволяет создавать более эффективные алгоритмы управления. Кроме того, использование микроконтроллера при построении системы автоматического управления позволит уменьшить габариты блока, увеличить его надежность. Легкость перепрограммирования современных микроконтроллеров позволяет в дальнейшем усовершенствовать алгоритм управления без больших затрат времени и без изменения структуры системы.
Таким образом, принимаем следующее направление автоматизации технологического процесса транспортирования угла по очистному забою: усовершенствование существующей аппаратура автоматизации с заменой элементной базы на микропроцессорные элементы и расширением функциональности.
3.1 Принципы построения системы автоматического управления
Повышение требований к гибкости, надежности и безопасности системы автоматического управления а также расширение ее функций требует внедрения управляющего устройства на микропроцессорной элементной базе. Таким образом, центральным элементом, вокруг которого строится вся система автоматического управления, является микроконтроллер. К нему подключаются датчики и органы управления (при необходимости через согласующие устройства), а выходные сигналы подаются к тиристорным ключам, которые управляют обмотками возбуждения электромагнитных муфт. При этом необходимо обеспечить гальваническую развязку управляющих и силовых цепей. Кроме того, к микроконтроллеру подключаются узлы индикации. Помимо блока микроконтроллера в состав аппаратуры входит блок питания и блок защиты от утечек. Блок питания обеспечивает необходимое напряжение питания для блока микроконтроллера и остальных блоков системы. Блок защиты от утечек выполняет функции защиты от утечек тока в кабеле и в аппарате управления. Выходные сигналы блока подаются на микроконтроллер, который производит отключение приводов в соответствии с алгоритмом функционирования системы.
В проектируемой аппаратуре средства сбора информации представлены рядом датчиков, измеряющих параметры функционирования забойного скребкового конвейера. В состав средств сбора информации входят: два датчика тока двигателей приводов (для нижнего и верхнего привода конвейера), датчик скорости движения тяговой цепи конвейера (используется магнитоиндукционный датчик типа ДМ-2М), два датчика тока, измеряющих значение тока в обмотках возбуждения электромагнитных муфт верхнего и нижнего приводов, датчики температуры обмоток электродвигателей приводов. Датчики тока электродвигателей предназначены для измерения нагрузки. Датчики имеют органы настройки, которые позволяют получить необходимые параметры выходного сигнала датчика, удобные для дальнейшего использования его в системе (подстроечные резисторы).
Кроме того, информация поступает от органов управления конвейером. На пульте управления комбайном размещены кнопки пуска и останова конвейера. Переключатель режима работы конвейера (основной / вспомогательный) расположен на крышке оболочки аппарата автоматического управления приводом конвейера и представляет собой двухпозиционный тумблер.
Для обработки поступающей от датчиков и органов управления информации используется интегральный микроконтроллер. Для выполнения необходимых функций по обработке информации микроконтроллер должен иметь встроенные средства для преобразования аналоговых сигналов в цифровые (аналого-цифровой преобразователь). Число портов ввода/вывода микроконтроллера должно быть достаточным для подключения всех необходимых датчиков, органов управления и выходных линий. Поскольку устройство автоматического управления приводом воздействует на электромагнитную муфту скольжения изменяя ток в цепи обмотки возбуждения муфты, то необходимо чтобы микроконтроллер имел цифро-аналоговые преобразователи. Учитывая предъявляемые требования, был выбран микроконтроллер типа Cygnal C8051F020. Этот интегральный микроконтроллер имеет 7 портов ввода/вывода, один из которых может подключаться к встроенному АЦП. При этом получается восмивходовое АЦП, переключение между входами которого осуществляется при помощи специальных команд. Кроме того, микроконтроллер содержит два встроенных цифро-аналоговых преобразователя. Микроконтроллер работает на частоте 22 МГц, что обеспечивает высокую скорость обработки информации. Таким образом, данный микроконтроллер хорошо приспособлен для решения задач управления и регулирования.
Средства отображения информации аппаратуры автоматического управления приводом забойного скребкового конвейера представлены рядом светодиодных индикаторов, сигнализирующих о режиме работы аппаратуры и возникших неисправностях. Индикаторы вынесены на крышку взрывобезопасной оболочки аппаратуры управления и сигнализируют о:
1) наличии тока в двигателях;
2) перегрузке;
3) перегреве муфты;
4) срабатывании защиты от утечек в кабеле и в аппарате;
5) отказе БЗК;
Кроме светодиодных индикаторов на крышку взрывозащитной оболочки аппаратуры вынесены стрелочные приборы, показывающие величину тока в обмотках возбуждения электромагнитных муфт.
3.2 Функции системы автоматического управления
Система автоматического управления приводом забойного скребкового конвейера, оснащенного электромагнитными муфтами скольжения, должна выполнять следующие функции:
1) Обеспечивать возможность работы в двух режимах – основном и вспомогательном
При работе в основном режиме аппаратура должна обеспечивать выполнение следующих функций:
2) Обеспечивать холостой запуск (без нагрузки) электродвигателей приводов конвейера;
3) Обеспечивать пусковой момент с кратностью от 1.5 до 2.5;
4) Обеспечивать пониженную (ползучую) скорость конвейера в течении 5-7 секунд после успешного запуска конвейера (около 0.5 - 0.6 м/c);
5) Автоматическую раскачку (расштыбовку) конвейера без реверса его электроприводов;
6) Ограничение времени удержания усилия при неуспешном запуске (6 – 8 секунд) для предотвращения перегрева электроприводов;
7) Обеспечивать эффективную защиту тяговой цепи конвейера от порывов при заклинивании цепи;
8) Обеспечивать раздельное управление верхним и нижним приводами конвейера;
9) Обеспечивать защиту от утечек тока в кабеле и в аппарате;
При работе во вспомогательном режиме аппаратура управления должна выполнять следующие функции:
10) Обеспечивать половинную (доставочную) скорость конвейера;
11) Ограничение усилия конвейера на уровне половины от номинального усилия;
12) Ограничение времени удержания усилия при неуспешном запуске (6 – 8 секунд) для предотвращения перегрева электроприводов;
Для обоснования структуры и алгоритма функционирования системы автоматического управления приводом необходимо провести моделирование работы скребкового конвейера, оснащенного электроприводами с ЭМС. Возможны следующие виды моделей: физические, математические, смешанные. Математическая модель представляет сбой формализованное объекта при помощи математических соотношений, отражающих процесс функционирования системы. Как правило математическое моделирование реализуется в виде программ для ЭВМ и рассчитано на применение численных методов.
Преимущества математических моделей:
1) Легкость и сравнительно малые затраты на реализацию;
2) Математические модели могут применяться для описания сложных объектов, для которых физическое моделирование может оказаться сложным или невозможным;
3) Высокая точность расчетов;
4) Простота изменения параметров модели и режимов моделирования;
5) Наглядное представление выходных данных (в виде графиков и диаграмм);
6) Небольшое время, затрачиваемое на моделирование (при применении ЭВМ);
7) Возможность непосредственной обработки выходных данных на ЭВМ с использованием специализированных пакетов прикладных программ (статистическая обработка, построение графиков и пр.);
Учитывая указанные преимущества, было выбрано математическое моделирование конвейера.
3.4 Обоснование и разработка схемотехнического решения системы автоматизации
С учетом изменений, внесенных в состав оборудования входящего в цепь транспортировки угля, структурная схема автоматизации принимает вид, представленный на рис. 3.4.1
На рис. 3.4.1 блок, выделенный пунктиром – разрабатываемое устройство управления приводом скребкового конвейера, оснащенного ЭМС АУП110Э, который рассматривается далее в данном курсовом проекте. КУАК – комплекс устройств автоматизации комбайнов РКУ с гидравлическим приводом подачи. Комплекс предназначен для управления, регулирования, контроля работы, а также для защиты от аварийных режимов очистного комбайна (может работать со всеми комбайнами унифицированного ряда РКУ с гидравлическим приводом подачи). ПУ – пульт управления комбайном, на который также вынесены органы управления забойным конвейером. АССУ – аппаратура сигнализации и связи в очистном забое.
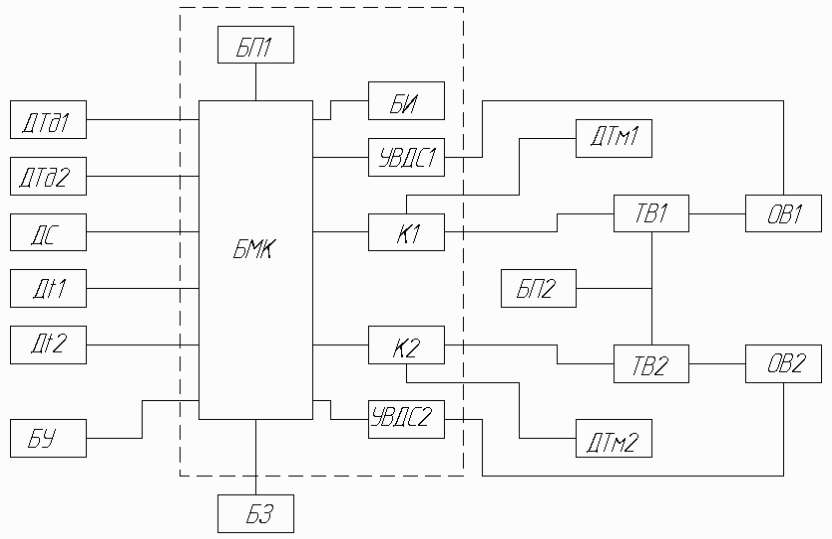
На основании разработанного алгоритма управления, результатов моделирования, а так же принципов построения системы автоматического управления, изложенных в п. 3, была разработана структурная схема системы автоматического управления приводом забойного скребкового конвейера. Структурная схема аппаратуры автоматизации приведена на рис. 4.1. На схеме пунктиром выделены разрабатываемые блоки. Остальная часть системы остается неизменной от базовой аппаратуры автоматического управления АУП110Э.
Центральным элементом аппаратуры автоматического управления приводом скребкового конвейера является блок микроконтроллера (БМК на рис. 4.1), который выполняет функции обработки информации, получаемой от датчиков, отработки необходимых алгоритмов управления приводом конвейера, формирования выходных сигналов и сигналов индикации. К блоку микроконтроллера подключаются следующие датчики: два датчика тока двигателей ДТд1 и ДТд2 (соответственно для верхнего и нижнего приводов конвейера), датчик скорости конвейера (ДС), два датчика температуры электромагнитных муфт скольжения Дt1, Дt2 (соответственно для верхнего и нижнего приводов конвейера). Блок управления БУ включает кнопки управления пуском и остановом конвейера, расположенные на пульте управления комбайном, а также переключатель режимов работы, расположенный на крышке аппарата автоматического управления. БП1 – блок питания, предназначенный для питания блока микроконтроллера. Он должен обеспечивать необходимое качество напряжения. Блок индикации БИ включает светодиодные индикаторы, сигнализирующие о режимах работы конвейера и причинах аварийного останова. Блок защит БЗ обеспечивает защиту от утечек тока в кабеле и в аппарате. Он воздействует непосредственно на пускатель, а в блок микроконтроллера передается информация о произошедшей утечке. При этом блок микроконтроллера выдает сигнал на блок индикации, который сигнализирует об утечке свечение соответствующих светодиодов.
Управление приводами конвейера в данной аппаратуре осуществляется при помощи воздействия на обмотки возбуждения электромагнитных муфт скольжения. Аппаратура осуществляет раздельное управление верхним и нижним приводами конвейера. Для этого используются два аналогичных канала управления, каждый из который включает в себя датчик тока в обмотке возбуждения электромагнитной муфты ДТм, компаратор К, тиристорный выпрямитель ТВ, управляющий обмоткой возбуждения. Для питания тиристорных выпрямителей используется отдельный источник питания ИП2. Использование компаратора и датчиков тока муфты необходимо для учета инерционности электромагнитной муфты. Напряжение на ее обмотку возбуждения поступает только в том случае, если управляющий сигнал больше сигнала датчика тока.
Таким образом, разработанная структурная схема обеспечивает выполнение необходимых функций приведенных выше.
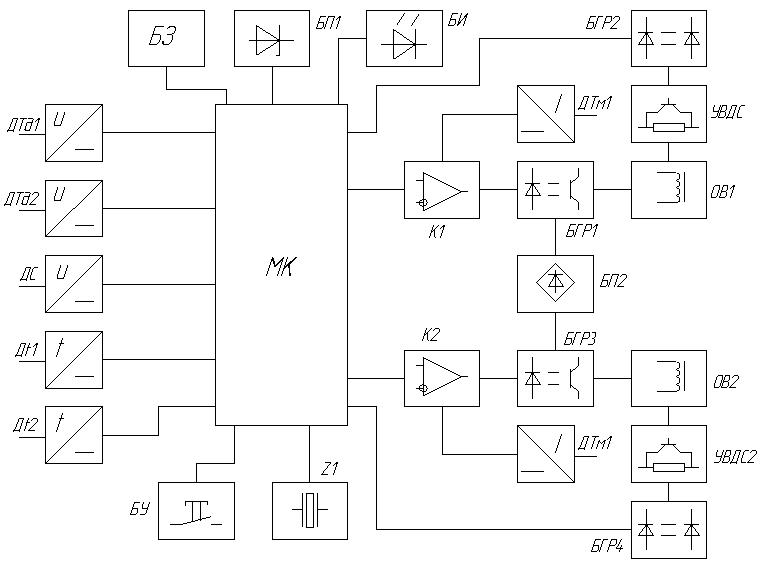
На основе разработанной структурной схемы (рис. 4.1) разрабатывается функциональная схема аппаратуры автоматического управления. Функциональная схема аппаратуры автоматического управления приводом забойного скребкового конвейера должна обеспечивать выполнение необходимых функций и алгоритмов управления. Разработанная функциональная схема аппаратуры представлена на рис. 4.2.
Центральный элемент схемы – микроконтроллер. Для обеспечения его работы к нему подключены блок питания БП1 и блок внешнего кварцевого резонатора Z1. Блок питания обеспечивает стабилизированным напряжением нужного качества блок микроконтроллера. К блоку микроконтроллера подключены датчики тока в двигателях приводов конвейера ДТд1 и ДТд2 (соответственно для верхнего и нижнего приводов), датчик скорости ДС, датчики температуры электромагнитных муфт скольжения. Блок управления БУ содержит кнопки управления пуском и остановом конвейера и переключатель режима работы конвейера. Блок индикации включает светодиодные индикаторы режима работы и причин аварийного останова.
Датчики тока в обмотке возбуждения электромагнитной муфты подключаются к инвертирующему входу компаратора, а управляющий сигнал микроконтроллера – к прямому входу. Выход компаратора через блок гальванической развязки БГР подключается к тиристорному выпрямителя, который управляет обмоткой возбуждения электромагнитной муфты привода ОВ. Устройство ввода добавочного сопротивления ОВДС через блок гальванической развязки подключается к цепи размагничивания обмотки возбуждения электромагнитной муфты.
Разработанная функциональная схема аппаратуры автоматического управления приводом забойного скребкового конвейера предусматривает раздельное управление верхним и нижним приводом, для чего в ней присутствуют два идентичных канала управления.
Для осуществления рационального распределения нагрузок на привода конвейера в режиме автоматической расштыбовки и повышения эффективности пуска необходимо введение в систему автоматического управления раздельного управления верхним и нижним приводами конвейера, это также снизит потери на трение в нижней ветви тяговой цепи.
Для защиты привода и тяговой цепи конвейера от динамических перегрузок при заклинивании тяговой цепи необходимо устройство ввода добавочного сопротивления в цепь размагничивания обмотки возбуждения электромагнитной муфты привода.
Научная новизна:
1. Разработана новая математическая модель системы: аппарат управления-электропривод конвейера с ЭМТ – скребковый конвейер, отличающаяся учетом динамических свойств дифференциального редуктора с электромагнитным тормозом скольжения.
2.Установлены закономерности формирования динамических усилий в механической системе двухприводного скребкового конвейера с приводами на основе дифференциального редуктора с ЭМТ в режиме пуска и при заклинивании тяговой цепи.
3. Проведено обоснование нового метода снижения механических перегрузок конвейера.
1. Мухопад Н.Д., Кондрахин П.М., Шахтарь П.С., Сноведский Е.М., Маценко В.Н.,Чебаненко К.И., Мухопад Н.Д., Сидоренко И.Т., Хазанович Г.Ш. Проектирование и конструирование транспортных машин и комплексов / Под ред. И.Г.Штокмана. - 2-е изд. перераб. и доп.- М: Недра, 1986. - 391 с.
2. Скородумов Б.А. Динамика привода скребкового конвейера при резком торможении цепи. / Горные машины №4. М.: 1958 г. - 206 с.
3. Вихров О.Ф., Плетинский А.Я., Журавлев П.А. К вопросу защиты скребковой цепи струговых установок от порывов. / Технология и техника струговой выемки антрацитов, вып. 19. Шахты: 1978 г. - 90 с.
4. Бутов B.C. Исследование свойств электропривода шахтного скребкового конвейера на основе применения тиристорного управления: Автореф. дис. канд.техн.наук. Донецк, 1980.- 22 с.
5. Маренич К.Н. Асинхронный электропривод подземного скребкового конвейера с тиристорным пуско-защитным аппаратом. Дис. к.т.н. / Донецк, 1991. - 20 с.
6. Автор: Захаров Станислав Владимирович.
Исследование переходных процессов запуска, экстренного торможения, установившихся процессов скребкового конвейера с приводом на основе электромагнитного тормоза скольжения и разработка двухприводного конвейера.
Источник: Портал магистров ДонНТУ. Режим доступа к статье: http://www.masters.donntu.ru/2007/fema/zakharov/diss/index.htm