
Источник: Внедрение технологии производства катанки для высокопрочных арматурных канатов / Сычков А.Б., Жигарев М.А., Жукова С.Ю. и др. //Сталь. - 2010. - №1. - С. 77-79
В 2003 г. на ММЗ начали осваивать производство высокоуглеродистой катанки, микролегированной ванадием, из сталей типа С82Б по ЕК 10016 и контрактным техническим условиям. Этот вид металлопроката предназначен для изготовления высокопрочной проволоки и проволочных изделий для армирования железобетонных конструкций (плит перекрытий, конструкций автомагистралей, виадуков), а также устройств для плавного переезда железнодорожных путей и натяжных комплексов вантовых мостов. Поэтому такая катанка относится к высокоответственной продукции и к ее качеству предъявляются жесткие требования. Основными потребителями этой катанки являются современные метизные заводы, в основном дальнего зарубежья, которые используют эффективный технологический процесс с минимальными издержками производства и высокой экологической безопасностью.
Технологический процесс производства арматурных канатов (прядей) заключается в удалении окалины, пока преимущественно химическим способом (но в перспективе механическому способу удаления окалины нет альтернативы), волочении катанки в проволоку, после чего проводят свивку проволоки в 3-, 7-, 19-проволочные арматурные канаты с одновременной стабилизацией этого каната. Стабилизация — это процесс снятия деформационных напряжений путем среднего отпуска при температуре ~ 370 - 390 °С с противонатяжением (остаточная деформация до 1,1 %). В отличие от традиционного способа производства арматурных канатов, применяемого, например, в странах СНГ, новый способ не включает операцию патентирования катанки, которая проводится с целью сорбитизации структуры и увеличения как прочностных, так и пластических свойств. Поэтому катанка для современной технологии производства высокопрочных арматурных канатов должна иметь комплекс свойств патентированной катанки. Таким образом, для высокоуглеродистой катанки, как показал опыт ее переработки, оптимальна микроструктура сорбитообразного перлита, который обеспечивается либо за счет отдельного патентирования у заказчика, либо за счет интенсивного воздушного охлаждения на линиях водовоздушного охлаждения (так называемоевоздушное патентирование).
Основная сложность в производстве данного вида продукции состоит в обеспечении заданной высокой прочности исходной катанки, обусловленной высокой прочностью арматурных канатов — классы 1770, 1860, 2000 и более, при этом прочность катанки соответственно должна быть не менее 1150, 1200 и 1250 Н/мм2. Так как для производства данной продукции используется в основном крупная катанка (диам. 8,0 мм и более), то проблема обеспечения заданного временного сопротивления исходной катанки усложняется. Из четырех способов упрочнения стали: упрочнение твердого раствора; дислокационное упрочнение (деформационное); упрочнение границ зерен; упрочнение фазовым выделением (дисперсионное) последний представляется наиболее практичным с точки зрения максимального использования потенциальных возможно-стей повышения прочности [1].
При вводе углерода морфология образующегося цементита изменяется в широких пределах в зависимости от температуры превращения и последующей термической обработки и, в свою очередь, определяет прочностные свойства катанки. Вместе с тем механизм упрочнения стали за счет повышения содержания углерода имеет существенный недостаток — сталь с содержанием углерода более 0,80 % становится заэвтектоидной, что обусловливает формирование грубого структурно-свободного цементита по границам зерен перлита, подавление которого требует интенсивного охлаждения катанки. Дисперсионное упрочнение стали достигается за счет легирования стали карбидо и нитридообразующими элементами с образованием карбидов и нитридов.
Таким образом, достижение высокой прочности высокоуглеродистой катанки возможно следующими способами.
Рис. 1. Продольное сечение катанки стали марки С82Р с развитой ликвационной полосатостью в осевой зоне (а) и расположение мартен-ситных участков в местах ликвационных полос (б)

Рис. 2. Мартенсит в осевой зоне катанки диам. 10 мм из стали С82Б

Рис. 3. Надрывы металла, совпадающие с мартенситными участками, в продольном сечении образца катанки, х200
В условиях ММЗ на существующей линии Стелмор максимальная скорость воздушного охлаждения состав-ляет не более 10 — 12 °С/с, поэтому достижение требуемых структуры и уровня прочности может быть получено только при дополнительном легировании стали V и/ или Сг. Механизм упрочнения стали ванадием и хромом, относящимся к сильным карбидо- и нитридообразующим элементам, имеет следующие особенности. Карбиды и нитриды ванадия, располагаясь в ферритной матрице перлита в микродисперсных частицах, сдерживают движение дислокаций, в результате чего достигается дисперсионное упрочнение стали. Хром в основном находится в твердом растворе замещения в кристаллической решетке феррита. При использовании хрома измельчения зерна не происходит, т. е. реализуется твердорастворный механизм упрочнения.
Вместе с тем ввод в сталь указанных элементов приводит к появлению негативных закалочных структур вследствие ликвации этих элементов в микрообъемах металла [3 — 5] — так называемой дендритной ликвации. В процессе прокатки дендритное строение стали изменяется и в микроструктуре деформированной стали сохраняются структурная полосчатость (рис. 1, а) и карбидная ликвация. В условиях ММЗ разливка в за-готовки малого сечения усугубляет данный процесс.
Таким образом, в результате ликвации данных элементов в микрообъемах металла в процессе распада аустенита после интенсивного воздушного охлаждения на линии Стелмор в локальных участках по сечению катанки создаются условия для формирования закалочных структур — мартенситных участков (рис. 2). Причем, как показали исследования, мартенситные участки расположены именно на месте ликвационной полосчатости (рис. 1, б). Наличие таких участков в перлитной структуре приводит к появлению остаточных напряжений II рода, в результате чего при механических испытаниях сразу после прокатки наблюдается разрыв образцов катанки, при котором не достигается физический предел прочности. Как показали исследования, разрушение происходит именно по месту крупных мартенситных участков (рис. 3). В результате физическая прочность катанки достигается только после ее вылеживания в течение нескольких дней. Кроме того, такие структуры оказывают негативное влияние на технологичность катанки при ее дальнейшей переработке.
Другим проявлением дендритной ликвации в катан¬ке является карбидная неоднородность, которая в высокоуглеродистой катанке выражается в формировании цементитной сетки (рис. 4) по границам перлитных зерен. Причем с увеличением содержания углерода степень ее развития увеличивается. Подавить выделение цементитной сетки можно интенсивным воздушным охлаждением либо снижением содержания углерода в стали за счет легирования другими элементами (Мп, V или Сг), что, в свою очередь, как было сказано выше, приводит к появлению закалочных структур. Исследование химического анализа мартенситных участков и перлитной матрицы показало, что образование мартен-сита обусловлено ликвацией Мп, Сг и V. Мощность охлаждающей системы линии Стелмор не позволяет полностью подавить развитие цементита, и он проявляется в виде разорванной сетки. Известно, что грубая цементитная сетка (ССЦ) оказывает негативное влияние на дальнейшую переработку катанки, наличие же тонкой, в ряде случаев разорванной сетки не должно оказывать значительного влияния на технологичность металла при волочении. Возникает вопрос о допустимой степени развития цементитной сетки. Так как нормы СНГ не регламентируют требования к цементитной сетке, то для ее качественной оценки на ММЗ применили методику фирмы MICHELIN для катанки под металлокорд. Согласно методике РМ012 ММ001 для цементитной сетки предусмотрено пять классов (баллов): А, В, С, D, Е. Приемлемым уровнем по результатам исследований на ММЗ приняты классы от А до С.
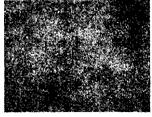
Рис. 4. Цементит по границам перлитных зерен в катанке из стали C82D
Начиная с 2006 г. высокоуглеродистая катанка, производимая из микролегированной стали, поставляется на ряд европейский фирм. Особенности производства такой катанки и ее переработки в проволоку и проволочные изделия приведены в работах [6, 7]. В ходе переработки катанки периодически возникали проблемы с обрывностью проволоки. Исследования мест обрывов показало, что развитая цементитная сетка (классы D и Е, рис. 4) является основной причиной разрушения (рис. 5, а). В местах мартенситных участков тоже наблюдалось появление мелких V-образных надрывов, но они не приводили к разрушениям проволоки (рис. 5, б). К тому же согласно литературным данным [8, 9] есть вероятность переползания дислокаций в мартенсите.
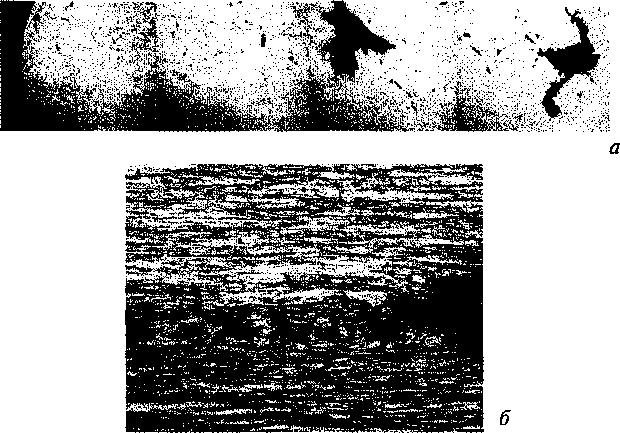
Рис. 5. Разрывы по структурно-свободному цементиту в проволоке (а) и мартенситные участки (выделены) в проволоке диам. 5,01 мм (б)
Исключение негативных структур (структурно-свободный цементит и мартенсит) требует увеличения скорости воздушного охлаждения более чем вдвое, обеспечения условий поточного патентирования витков катанки в линии Стелмор, а также внедрения других технико-технологических мероприятий. Тем не менее разработанные эффективные химический состав высокоуглеродистой стали на базе марки C82D по требованиям EN 10016-2 с микролегированием ее ванадием и/или хромом в нормируемых количествах и режимы ТМО катанки, обеспечивающие максимально возможную скорость воздушного охлаждения на линии Стелмор, позволяют гарантировать потребителям требуемый комплекс микроструктуры и механических свойств катанки для изготовления высокопрочных арматурных канатов.
Заключение. На основе проведенных НИР установлено, что легирование стали ванадием и/или хрoмом способствует появлению в структуре катанки негативных структур мартенсита, которые совпадают с ликвационной полосчатостью в стали, и структурно-свободного цементита. Основной причиной обрывности высокоуглеродистой катанки является не наличие мартенситных участков, а развитая грубая цементитная сетка, которую можно подавить только интенсивным воздушным охлаждением. Разработанные химический состав высокоуглеродистой стали и технология ТМО катанки обеспечивают удовлетворительную технологичность ее переработки в высокопрочные арматурные канаты. Для улучшения микроструктуры и потребительских свойств высокоуглеродистой катанки необходимо проведение ряда реконструктивных мероприятий.
Библиографический список