 (1)
(1)
Современное металлургическое производство характеризуется наличием высокопроизводительных комплексов,потребляющих большое количество энергии и сырьевых ресурсов, работающих в условиях быстроменяющихся технологических параметров [1].
Работа методических толкательных печей зависит от многих факторов: ритмичности работы прокатного стана, марки нагреваемого металла, массы нагреваемого металла и др. Методические печи могут работать с отклонениями от номинального режима. Моделирование процессов нагрева металла позволяет оценить влияние конкрктных факторов и выбрать наиболее приемлемый.
Цель работы. Моделирование процессов нагрева можно выполнить, решая дифференциальное уравнение теплопроводности. Для моделирования нагрева металла в методической печи воспользуемся дифференциальным уравнением теплопроводности, описывающим одномерное температурное поле, которое в этом случае имеет вид:
(1)
где  - соответственно коэффициент теплопроводности, Вт/(м•К);
теплоемкость, Дж/(кг•К); плотность, кг/м3.
- соответственно коэффициент теплопроводности, Вт/(м•К);
теплоемкость, Дж/(кг•К); плотность, кг/м3.
В методической толкательной печи заготовки лежат вплотную друг к другу и в методической и сварочных зонах греются с двух сторон. Интенсивность нагрева сверху выше, чем снизу, т.е. нагрев является несимметричным. В томильной зоне металл, лежащий на монолитном поду, греется при постоянной температуре поверхности tпов.
Исходя из геометрии методической и сварочных зон и температуры газов в этих зонах, определяем коэффициенты теплоотдачи излучением для верхней и нижней зон [2]. Коэффициент теплоотдачи излучением при меняющейся температуре газов по длине печи вычисляем по формуле:
 (2)
(2)
при постоянной температуре по длине печи:
 (3)
(3)
где Со- коэффициент излучения абсолютно черного тела, Вт/(м2•К4); Тгн, Тгк - температура газа в начале и конце методической зоны, К; Тг - температура газа по длине сварочной зоны, К; Тмн, Тмк - температура металла в начале и конце зоны, К.
Граничные условия в методической и сварочной зонах определялись по температуре газов и коэффициентах теплоотдачи излучением в верхних и нижних зонах, которые вычислялись по формулам (2) и (3). В томильной зоне металл, лежащий на монолитном поду, греется при постоянной температуре поверхности tпов. Решение дифференциального уравнения (1) выполнялось конечно-разностным методом с использованием метода прогонки [3]. Производительность печи определяется производительностью прокатного стана. При постоянной производительности время нагрева будет зависеть от массы нагреваемых заготовок:
 (4)
(4)
где G - масса заготовок в печи; P- производительность печи, кг/с.
В этом случае количество заготовок в печи оставалось неизменным, а масса заготовок изменялась в зависимости от толщины сляба Lx. Изменение толщины сляба приводило к изменению и времени нагрева.
В таблице 1 приведено изменение времени нагрева в зависимости от толщины сляба.
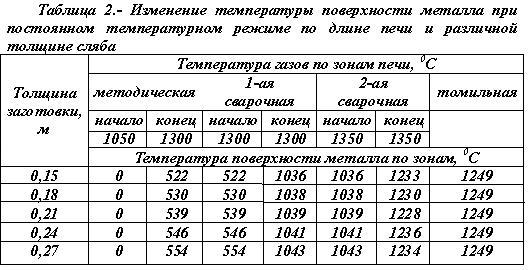
В
таблице 2 приводятся значения температуры поверхности металла при одном и том же температурном режиме
печи и различной толщине сляба.
Выводы. Разработан алгоритм и выполнено моделирование нагрева металла при постоянной производительности
печи и различной толщине заготовки. Изменение толщины заготовки приводит к изменению времени нагрева, что
в соответствии с полученным результатом может достигаться только увеличением времени пребывания металла в
зонах без изменения температурного режима печи. Это позволяет не изменять режим по зонам печи, а только
увеличивать или уменьшать скорость движения заготовок по печи.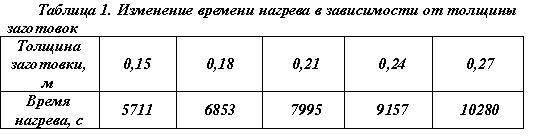
Литература
Ткаченко В.Н. Математическое моделирование, идентификация и управление технологическими процессами тепловой обработки материалов. - К: Наукова думка, 2008.- 244 с.
Мастрюков Б.С. Теория, конструкции и расчеты металлургических печей, т.2 - М: Металлургия, 1986.- 376 с.
Гинкул С.И., Шелудченко В.И., Кравцов В.В., Палкина С.В. Тепломассообмен. - Донецк: Норд-Пресс, 2001.- 298 с.