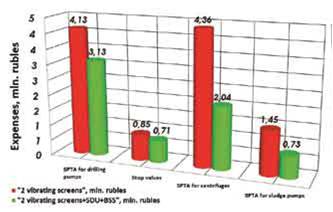
The comparative table shows all costs and expenses for one calendar year per one drilling rig, as well as expenses for one incident mitigation, related to using low quality drilling fluid. As per statistical data of NB LLC “RN-Bureniye” for 2007-2009, using the full solids control system shows at least one less incident per year than that of thereduced set system.

Conclusion
Disadvantages of reduced solids control systems(two vibrating screens) have been revealed. Certain problems, which if avoided could also improve the efficiency of drilling fluid cleaning and processing have also been identified. The economical analysis shows that the rational usage of the full solids control system accounts for 6.81 million rubles in savings per drilling rig, which for all 11 crews of NB LLC “RN-Bureniye” totals up to 74.91 million rubles.
List of literature used
1. Bulatov A.I., Makarenko P.P., Proselkov Y.M. Drilling washing and backfilling fluids: Textbook for universities. Moscow, Nedra, 1999. – 424 p
2. Drilling equipment/V.F. Abubakirov, Y.G. Burimov,
A.N.Gnoyevykh etc. Reference guide in 2 vol. – Moscow, Nedra, 2003. – 763 p.