Способ восстановления режущий способности алмазных кругов свободным абразивом
Автор: Барныч И.В., Гусев В.В.
Источник:Международная научно – техническая конференция молодых ученых, аспирантов и студентов СевНТУ, г. Севастополь, Украина, 2012
Автор: Барныч И.В., Гусев В.В.
Источник:Международная научно – техническая конференция молодых ученых, аспирантов и студентов СевНТУ, г. Севастополь, Украина, 2012
Барныч И.В., Гусев В.В. Способ восстановления режущий способности алмазных кругов свободным абразивом Рассмотрена правка круга с помощью свободного абразива
В настоящее время изделия из технической керамики применяются практически во всех отраслях промышленности. Из керамики производят детали аэрокосмической техники, обтекатели антенн, тигли, муфеля под электропечи, нестандартные шамотные огнеупоры, футеровки индукционных печей, лабораторную термостойкую и коррозионно-стойкую посуду, изоляторы, высоковольтные предохранители, износоустойчивые элементы, узлы трения, мелющие тела и т.д. В связи с этим предъявляемые эксплуатационные свойства к этим изделиям так же различны: устойчивость к большим нагрузкам, износоустойчивость, высокие прочностные характеристики, стойкость к резким перепадам температур (вплоть до термоудара), требования по аэродинамике и т.д.
При механической обработке изделий из ТК применяют алмазное шлифование, т.к. другие способы не могут обеспечить требуемой производительности и качества поверхностного слоя деталей. Алмазные круги, как любой режущий инструмент, в процессе эксплуатации подвергаются износу, вследствие чего искажается геометрическая форма круга или снижается его режущая способность. Сложность процесса правки алмазных кругов в отличие от абразивных заключаются в большой твердости алмаза, твердости и вязкости связующего материала. Для управления состоянием алмазного круга при работе применяют такие способы правки: шлифование абразивным кругом, электрохимический, электроэрозионный, электроконтактный и комбинированные методы [1]. Производительность правки свободным абразивом в 2-3 раза выше, чем при правке абразивными кругами, а затрата абразива в 6 раз ниже [2]. Главными особенностями такой правки является целенаправленное воздействие абразивных зерен на связку шлифовальных кругов, (также как при правке методами химического и электроэрозионного воздействия). На кафедре «Мехатронные системы машиностроительного оборудования» ДонНТУ разработан новый способ правки свободным абразивом рис. 1 [3]. В отличие от известного способа правки [2] шлифовального круга 1, имеющего линейную скорость Vкр, при котором притир 2 бесперебойно подается в направлении рабочей поверхности круга со скоростью Vп и совершает возвратно-поступательное движение вдоль образующей круга со скоростью Vо. В новом способе притир дополнительно выполняет высокочастотные колебания со скоростью Vв, которые направлены вдоль образующей шлифовального круга, причем частота колебаний должна равняться:
где Vк – линейная скорость круга, м/сек; А – среднее расстояние между абразивными зернами на поверхности шлифовального круга, м. Это позволяет изменить структуру рабочей поверхности круга. Для реализации данного способа правки на кафедре разработана новая оригинальная конструкция, которая также позволяет управлять параметрами правки в автоматическом режиме.
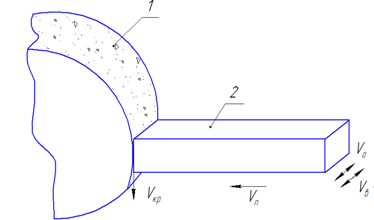
Рисунок 1. – Схема правки свободным абразивом шлифовального круга 1 с помощью притира 2 Vкр - линейная скорость шлифовального круга; Vо – скорость возвратно-поступательного движения притира вдоль образующей шлифовального круга; Vв – скорость движения притира при его высокочастотных колебаниях
1. Романов В.Ф., Авакян В.В. Технология алмазной правки шлифовальных кругов. - М.: Машиностроение, 1980. – 118 с.
2. А.с. 1839393 СССР МКИ В 24 В 53/50. Способ правки абразивного инструмента / В.В. Бурмистров, А.В. Байков, А.Н. Емельянов, Л.П. Калафатова, А.Д. Хроменко (СССР). - №4765299. Заявлено 14.12.89; Опубл. 30.12.93, Бюл. № 47-48. 2 с.
3. Патент UA № 96351 С2 МПК В 24 В 53/00. Спосіб правки шліфувальних кругів вільним абразивом / В.В. Гусєв, М.В. Вяльцев, О.Д. Молчанов, А.Л. Медвєдєв, Д.Ю. Семенюк, Л.П. Калафатова ( UA) – Заявлено 19.02.201, Опубл. 25.10.2011, Бюл. №20,2011