Одной из основных задач, стоящих перед предприятиями машиностроения, является интенсификация процессов алмазно–абразивной обра
ботки с целью снижения себестоимости выпускаемой продукции и повы
шения ее качества. Разработка прогрессивного технологического процесса
обработки изделий предполагает необходимость использования перспек
тивных способов правки алмазного инструмента, обеспечивающих его вы
сокие режущие характеристики. Работа затупленными кругами сопровож
дается ростом силового воздействия на обрабатываемый материал, сниже
нием качества формируемой поверхности по параметру дефектности,
ухудшением эксплуатационных характеристик изделий, повышенным не
производительным расходом алмазных кругов [1,2]. Особенно остро зада
ча восстановления режущей способности алмазного инструмента стоит
при обработке изделий из труднообрабатываемых неметаллических мате
риалов типа ситаллов, конструкционной и инструментальной керамик. Из
за высоких твердости и прочности названных материалов потеря обраба
тывающим инструментом режущей способности происходит уже через 2 –
5 минут его работы, что сразу же отрицательно сказывается на качестве
формируемой поверхности и производительности обработки.
Вопросам правки шлифовальных алмазных кругов посвящено значи
тельное количество исследований [2,5]. В настоящее время известны два
основных направления в разработке перспективных способов правки абра
зивных инструментов: электроэрозионные, электрохимические способы,
основанные на электрическом и электрохимическом воздействии на связку
алмазных кругов; способы механической правки и профилирования кру
гов. Среди способов первого направления наиболее изучаемым является
электроэрозионный способ правки. Несмотря на общепризнанные досто
инства этого способа, необходимо отметить и присущие ему недостатки.
Сложность реализации в производственных условиях; большие энергоза
траты; ограничения, накладываемые материалами связки кругов на эффективность процесса правки; сложности при соблюдении правил техники
безопасности в условиях повышенной влажности в зоне работы станочника и наличия в ней же мощного источника электрических разрядов. Элек
троэрозионные способы применяются для правки кругов на металлических
связках; алмазно-абразивный инструмент на неметаллических связках
электроэрозионной правке не подлежит. В этом случае применимы меха
нические способы правки.
Способы механической правки нашли широкое распространение на
производстве. Их многообразие определяется многообразием операций
механического воздействия на абразивный инструмент. Все эти способы
преследуют цель: исправить геометрию подвергаемого правке инструмен
та и создать требуемый микропрофиль его рабочей поверхности.
Прослеживаются следующие тенденции в развитии механических
способов правки, отличающихся, прежде всего, видом правящего инструмента, в качестве которого могут выступать: абразивный инструмент – аб
разивные круги, ролики, карандаши, шарошки; кристаллический инстру
мент - моно и поликристаллы алмаза, нитрида бора и др.; неабразивный
или комбинированный инструмент – молибденовые, танталовые, ниобие
вые пластины, стержни, пластины из естественного камня, керамики и т.д.;
свободный абразив, подающийся в зону правки различными способами –
на рабочую поверхность шлифовального круга; в зазор между рабочим и
правящим алмазно-абразивными кругами; в зазор между шлифовальным
кругом и специальным элементом – притиром. Абразив может подаваться
всухую в чистом виде или виде абразивной суспензии различного состава.
Наиболее широко распространены способы правки абразивным пра
вящим инструментом. Однако они имеют существенные недостатки: ин
тенсивный износ алмазных зерен инструмента, подвергаемого правке; низ
кая эффективность процесса вышлифовывания межзеренного пространст
ва; большой расход правящих инструментов; низкая режущая способность
правленых кругов. Применение кристаллического и неабразивного правя
щих инструментов, имеющих форму остроконечных стержней, пластин и
т. д. также не обеспечивает надежного повышения эксплуатационных ха
рактеристик шлифовальных кругов и используется, в основном, при правке
специальных профильных кругов.
Достаточно широкое применение находит способ механической
правки алмазных кругов с использованием свободного абразива с учетом
разнообразия конструкций устройств для его реализации [5,7]. Этот вид
правки является универсальным для кругов с различными типами связок
и может быть реализован без прерывания процесса шлифования [7]. Он
показал свою эффективность при обработке материалов на основе стекла
[1] и был апробирован также при шлифовании образцов из инструменталь
ной и конструкционной керамик. Предлагаемый способ правки состоит в следующем. Свободный аб
разив для повышения эффективности правки, сокращения расхода абра
зивного порошка подается в зону правки в составе абразивной суспензии,
включающей компоненты, масс. %: абразивный порошок 46 – 50, глина, вы
полняющая роль связующего, 23 –27%, вода – остальное. Размеры абразива
берут равными 0,6 – 0,9 размера зерен алмазного инструмента, подвергаемого правке. Подача суспензии осуществляется в промежуток между вра
щающимся шлифовальным кругом и притиром, повторяющим форму кру
га и установленным под определенным углом. (. =20 – 600) к вектору
скорости круга в точке их соприкосновения. При этом притиру сообщают
возвратно-поступательные движения вдоль образующей инструмента и
движение подачи по направлению к его рабочей поверхности со скоростью
5 – 18 мкм/с. При подаче абразивной суспензии в рабочую зону происхо
дит захват свободного абразива вращающимся кругом. Попавший между
кругом и притиром свободный абразив, затормаживается в притире или
шаржируется в нем и тем самым вышлифовывает связку круга, обнажая
его неизношенные алмазные зерна, практически не повреждая их. Одно
временно происходит шлифование притира свободным абразивом. Форми
руется рабочий зазор между кругом и притиром, который автоматически
поддерживается на определенном уровне при условии непрерывного под
вода свободного абразива в зону правки и непрерывной подаче притира к
кругу с указанной скоростью.
Для определения наиболее эффективных режимов шлифования кон
струкционной керамики и правки алмазных кругов, реализующих этот
процесс, был проведен комплекс исследований с разработкой специальных
стендов, включающих устройства для правки алмазных кругов и измере
ния их износа как в процессе шлифования, так и за время правки. Некото
рые результаты выполненных исследований представлены в настоящей
статье.
На рис. 1 приведен общий вид стенда для обработки конструкцион
ной керамики, предназначенный для проведения экспериментов по иссле
дованию процессов алмазного шлифования и правки алмазных кругов сво
бодным абразивом. Стенд выполнен на базе заточного станка модели
3762. Основными частями стенда являются: 1 – динамометрический стол;
2 – устройство для правки свободным абразивом; 3 – емкость для хранения
абразивной суспензии; 4 – гидравлическая система устройства для правки,
выполненная в виде гидропанели; 5 – стол станка; 6 – алмазный круг; 7 –
измерительная аппаратура.
Устройство для правки может использоваться как в лабораторных,
так и в производственных условиях, в частности для правки алмазных кругов, применяемых при обработке труднообрабатываемых неметаллических
материалов.
Крепление устройства для правки алмазных кругов свободным абра
зивом осуществляется посредством присоединение последнего к плите, за
крепленной на корпусе шпиндельного узла шлифовального станка. Уст
ройство для правки включает следующие основные узлы: притир; меха
низм подачи притира; емкость для хранения абразивной суспензии; гид
ропанель; систему управления.
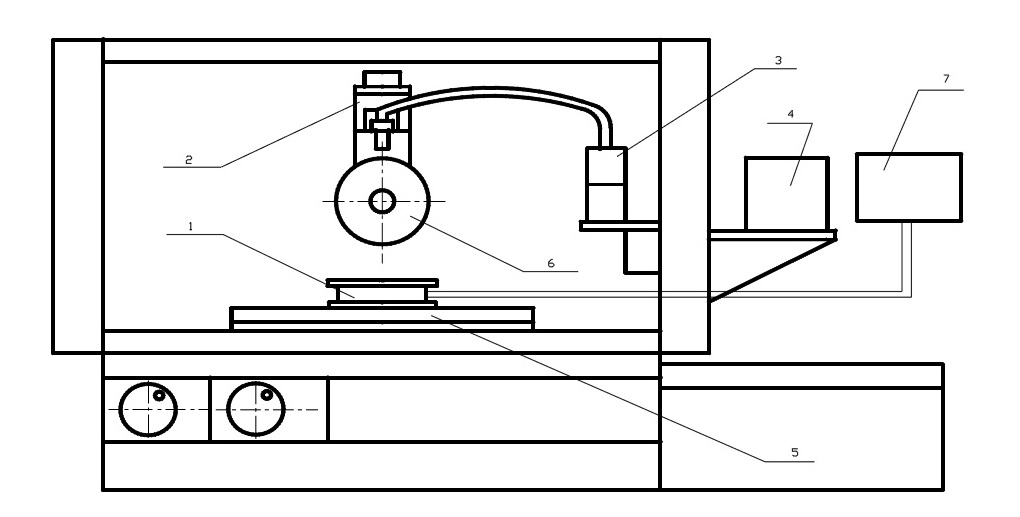
Рисунок 1 – Научно – исследовательский стенд для изучения особенностей процессов
алмазно – абразивной обработки конструкционной керамики
Основные технические характеристики устройства. В качестве пра
вящего инструмента в составе абразивной суспензии используется карбид
кремния зеленый ГОСТ 3647ndash;59. Размер правящего абразивного порошка
составляет 50 – 250 мкм и принимается в диапазоне 0,6 – 0,9 от размера зе
рен алмазного круга, подвергаемого правке. Диаметр кругов, подвергае
мых правке 150 – 250 мм; скорость подачи притира в радиальном направ
лении составляет 8 – 20 мкм /с. Среднее время правки не превышает 60 с
и может быть изменено в каждом конкретном случае в зависимости от типа связки, зернистости и марки алмазов правленого круга. Мощность при
вода подачи притира в радиальном направлении 15,2 Вт; напряжение пи
тания 127 В.
Притир представляет собой две чугунные пластины, в одной из которых выполнен продольный паз для подвода абразивной смеси, а вторая
служит крышкой. Механизм подачи притира состоит из механизма подачи
в радиальном направлении, приводом которого является электродвигатель постоянного тока со встроенным редуктором, и механизма перемещения
притира вдоль ширины алмазного круга за счет перемещения штока гид
роцилиндра гидропривода.
Емкость для хранения абразивной смеси представляет собой цилиндрический тонкостенный корпус, состоящий из двух частей. В нижней час
ти корпуса расположен резиновый стакан, который осуществляет прину
дительное выталкивание абразивной смеси под воздействием давления
масла, подводимого от гидросистемы станка. Верхняя часть емкости со
единена посредством резинового шланга с притиром, в результате чего
осуществляется подача абразивной смеси в зону правки. Скорость подачи
абразива регулируется расходом масла, подаваемого в нижнюю часть ем
кости.
Гидропанель выполняет функцию системы управления механизма
подачи притира вдоль ширины круга, а также осуществляет регулирование
количества подаваемой из емкости абразивной смеси. Она включает в себя
два золотниковых распределителя, два дросселя, крана, резиновых шлан
гов и соединительных трубопроводов. Гидропанель подключена непосред
ственно к маслостанции станка.
Система управления состоит из конечных бесконтактных выключа
телей, установленных с целью ограничения перемещения притира вдоль
ширины круга и конечных контактных микровыключателей, ограничи
вающих движение притира в радиальном направлении. Кроме того, имеет
ся пульт управления, осуществляющий регулирование работы устройства
для правки алмазных кругов свободным абразивом в целом.
Об эффективности процессов шлифования и правки невозможно су
дить, не имея точных сведений об износе шлифовального круга, эксплуа
тируемого в разных условиях. Для этого стенд снабжен специальным уст
ройством для измерения кругов, схема которого приведена на рисунке 2.
Оно монтируется на танке вместе с устройством для правки кругов сво
бодным абразивом, что позволяет проводить измерения в любое время.
Устройство для измерения износа круга состоит из следующих со
ставных частей: опорной плиты 1, служащей для установки устройства на
станке; плиты 2, на которой размещены направляющие 3; ползуна 4; опоры
5; индикатора часового типа 6; микрометрического винта 7; двух планок 8;
винтов 9; контрольной гайки 10; контрольного винта 11; штатива 12; опти
ческой трубы 13 и скобы 14.
Направляющие 3 и ползун 4 необходимы для осуществления про
дольного перемещения опоры 5, на которой размещен индикатор 6 вместе
со щупом, что дает возможность проводить измерения износа по ширине
круга. Щуп оснащен рубиновой иголкой, которая непосредственно каса
ется рабочей поверхности круга, измеряя его износ.
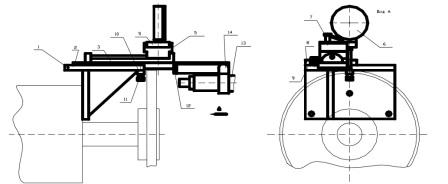
Рисунок 2 – Устройство для измерения износа кругов
Микрометрический винт 7 предназначен для наладки индикатора 6
на „ноль”. Для этого также служат контрольные гайка 10 и винт 11. Они
являются материальным воплощением „ноля”.
Для того, чтобы измерение износа круга проводилось точно в одном
и том же месте, на торцевой поверхности круга выполняются риски. С по
мощью оптической трубы 13, которая закрепляется на штативе 12 посред
ством скобы 14, можно ориентировать круг по рискам с очень высокой
точностью, которая зависит от увеличения оптической трубы 13.
Работа устройства для измерения износа круга базируется на прин
ципе измерения разницы расстояния от „ноля” до рабочей поверхности
круга между двумя измерениями (например, до и после правки). Получен
ные значения и есть величинами износа круга во время обработки (прав
ки). После того, как щуп индикатора 6 коснется „ноля”, шкала самого ин
дикатора устанавливается таким образом, чтобы стрелка индикатора ука
зывала на 0. Потом с помощью микрометрического винта 7 щуп поднима
ется, опора 5 с помощью ползуна 4 перемещается по направляющим 3 так,
чтобы щуп индикатора оказался над нужным местом на рабочей поверхно
сти круга. С помощью микрометрического винта 7 освобождается арретир
индикатора 6, благодаря чему щуп индикатора свободно опускается до
достижения контакта с рабочей поверхностью круга. Показания индикато
ра 6 фиксируются, после чего щуп снова поднимается и выполняется сня
тие показаний индикатора 6 во всех нужных местах на рабочей поверхно
сти круга.
После проведения обработки или выполнения правки круга процеду
ра повторяется в тех же самых точках на его рабочей поверхности, в кото
рых перед этим были сняты показания индикатора 6 а1і в микрометрах. В
результате будут получены показания а2і (также в микрометрах). Величины износа круга в соответствующих точках .і определяются как разница
этих показаний: 
Применение описанного способа правки в сочетании с конструкцией
устройства для его реализации при шлифовании многогранных неперета
чиваемых пластин из минералокерамики кругами на бакелитовой связке
позволило при минимальном расходе алмазоносного слоя инструмента
увеличить количество пластин, выпускаемых между правками, на 50% при
улучшении качества обрабатываемой поверхности в 1,5 раза при мини
мальных дополнительных затратах.
Выводы
Высокоэффективные способы правки алмазного инструмента при
шлифовании труднообрабатываемых материалов являются неотъемлемой
частью технологического процесса их обработки.
В качестве такого способа правки при шлифовании кругами с различ
ными типами связок может быть эффективно использован способ на осно
ве применения свободного абразива.
Для исследования процессов шлифования образцов из конструкцион
ной керамики предложен стенд, на базе шлифовального станка, включающий устройства для правки алмазных кругов свободным абразивом и для
измерения износа круга в процесс обработки или правки.
Спроектированный стенд позволяет оптимизировать процессы шли
фования изделий из труднообрабатываемых материалов за счет обосно
ванного выбора режимов обработки и правки алмазного инструмента в ка
ждом конкретном случае.
Литература
1 Калафатова Л.П. Влияние эффективности способа правки инструмента на де-
фектность шлифованной поверхности изделий из ситаллов // Резание и инструмент в
технологических системах: Межд. Научно-техн. сб. – Харьков: ХГПУ. – 1999. – Вып.
54. – С. 122 – 124.
2 Чачин В. Н., Дорофеев В. Д. Профилирование алмазных шлифовальных кругов.
– Мн: Наука и техника, 1974. – 160 с.
3 Шлифование с автоматической стабилизацией режущей способности круга / Го-
лубев И. В., Гродзинский Э. Я., Свешников В. К., Стебаев А. И. // Станки и инструмен-
ты, 1984. – № 1. – с. 20-22.
4 Пахали Ю. А. Алмазное контактно-эрозионное шлифование. – Л., Машино-
строение, 1985. 178 с.
5 Заявка №63-41707 Япония, МКИ4 В 53/04, 53/013. Способ правки шлифовального
круга / Тоеда коки К.К. – №55-5326. Заявлено 22.01.80; Опубл. 18.08.88, Бюл. №2-1043.
6 Заявка №60-43275 Япония, МКИ4 В 24 В 53/013. Устройство для правки шли-
фовального круга / Тоеда коки К.К. – №53-50372. Заявлено 26.04.78; Опубл. 27.09.85,
Бюл. №2-1082.
7 А.с. 1839393 СССР, МКИ В 24 В 53/00. Способ правки абразивного инструмента
/ В.В. Бурмистров, А.В. Байков, А.Н. Емельянов, Л.П. Калафатова, А.Д. Хроменко
(СССР). - № 4765299. Заявлено 14.12.89; Опубл. 30.12.93, Бюл. № 47 – 48. – 2 с.