Влияние асимметричного процесса прокатки на механические свойства готовых листов
Автор: Клименко И.В., Пархоменко А.С.
Источник: Материалы 12-ой региональной научно-методической конференции «Машиноведение», 25–26 мая 2010 г., ДонНТУ, Донецк.
Автор: Клименко И.В., Пархоменко А.С.
Источник: Материалы 12-ой региональной научно-методической конференции «Машиноведение», 25–26 мая 2010 г., ДонНТУ, Донецк.
Клименко И.В., Пархоменко А.С. Влияние асимметричного процесса прокатки на механические свойст-ва готовых листов. В данной работе была описана ассиметричная прокатка, как один из наиболее экономичных способов повышения качества готового проката.
Основные потребители листопрокатной продукции – машиностроение, автомобилестроение, судостроение, нефтяная и газовая промышленность постоянно повышают свои требования к качеству готовой листовой продукции. Повышение конкурентоспособности продукции, как на внутреннем, так и на внешнем рынке – одна из важнейших задач инженеров и ученых, работающих в отрасли прокатного производства.
Одним из наиболее экономичных способов повышения качества готового проката является асимметричная прокатка (АП) [1, 2]. В клетях с общим приводом валков процесс АП осуществляют путем завалки валков с разностью диаметров в пределах диапазона их переточки. В клетях с индивидуальным приводом валков изменяют соотношение частот вращения их приводов с помощью специальной схемы управления. Наиболее управляемый и эффективный параметр АП – соотношение линейных скоростей ведущего (V1) и ведомого (V2) валков, характеризуемое коэффициентом асимметрии

Исследовалась возможность повышения механических свойств горячекатаных листов при АП посредством создания в очаге деформации зоны с противоположно направленными силами трения для получения дополнительных растягивающих напряжений.
Большие партии листов из сталей марок 09Г2ФБ и 13ГС прокатывали на толстолистовом промышленном стане 3000 Мариупольского металлургического комбината им. Ильича по одинаковому деформационному режиму в симметричном режиме и со скоростной асимметрией. Для оценкивлияния асимметрии процесса на механические свойства были проанализированы данные сдаточных механических испытаний образцов готовой продукции. Проведены также металлографические и рентгеноструктурные исследования металла.
Во время опытных прокаток из-за нестабильности температуры наблюдался значительный разброс контролируемых величин, однако, общая тенденция прослеживалась достаточно четко (рис. 1).
Прочностные характеристики (σв , σт) при увеличении параметра повышаются незначительно, а доля листов, близких по пределу прочности к нижней допустимой границе (480 Н/мм2 ), уменьшается. Значительно заметнее влияние АП проявляется на пластические свойства металла. Увеличение av с 1,0 до 1,10 способствовало повышению абсолютного значения относительного удлинения δ на 1…2% при нижней допустимой границе 22%. Наиболее выраженный положительный эффект (повышение на 10…20%) от реализации АП получили при испытании образцов на ударную вязкость.
Асимметричная прокатка позволила снизить брак по пределу текучести на 5% (рис. 1, а), а по относительному удлинению на 20…25% (рис.1, в). Повышение механических свойств листов позволило сдвинуть нижнюю границу рассеивания параметров по длине раскатов относительно браковочного уровня (рис.1) и, тем самым, повысить вероятность получения листов с требуемым уровнем механических свойств из раскатов повышенной кратности.
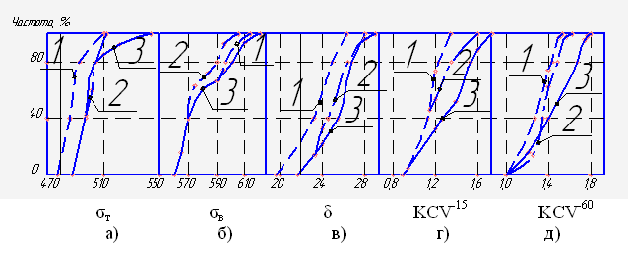
Рисунок 1 – Механические свойства листов, прокатанных в режиме АП при различных значениях коэффициента асимметрии av : а) – предел текучести; б) – временное сопротивление; в) – относительное удлинение; г) – ударная вязкость при 150 C (KCV-15); д) – ударная вязкость при 600 С (KCV-60); 1 – av =1,0; 2 – av = 1,05; 3 – av =1,10.
Металлографические исследования образцов из низколегированных марок стали выявили наличие в поверхностных слоях на глубине до 4 мм деформированных зерен феррита, причем разница в величине зерна между центральными и поверхностными слоями металла достигала 2 баллов. Вероятно измельчение зерна, в результате чего повышаются пластические свойства металла, можно объяснить появлением добавочных продольных напряжений и сдвиговых деформаций в асимметричном очаге деформации.
Таким образом, проведенные в промышленных условиях исследования показали возможность управления механическими свойствами готовой продукции с помощью ассиметричной прокатки.