Разработка автоматизированной системы управления вибропневматическим сепаратором
Автор: Розанов А.Ю., Гавриленко Б.В.
Источник: XII конференция аспирантов и студентов. Автоматизация технологических объеков и процессов. Поиск молодых.
Автор: Розанов А.Ю., Гавриленко Б.В.
Источник: XII конференция аспирантов и студентов. Автоматизация технологических объеков и процессов. Поиск молодых.
Розанов А.Ю., Гавриленко Б.В. В данной работе разработанна система автоматизированного управления вибропневматическим сепаратором, которая позволяет сэкономить время запуска и остановки сепаратора, а так же сокращает количество обслуживающего персонала.
В процессе пневматического обогащения происходит разделение материала, который находится на перфорированной рабочей поверхности машины, под влиянием воздушного потока и механического сотрясения [1]. При этом происходит рыхление и расслоение материала по слоям, по плотности и крупности зерен. Разделение материала на промышленные продукты осуществляется путем перемещения образованных слоев материала по рабочей поверхности машины в одном или нескольких направлениях.
Машины для пневматического обогащения принято разделять на пневматические сепараторы и пневматические отсадочные машины [2]. Рассмотрим первый тип машин. Применение пневматических сепараторов позволяет производить разделение горной массы с высокой эффективностью и в широком диапазоне крупности. В вибропневматических сепараторах отделение образующихся слоев происходит постепенно на всей площади рабочей поверхности, что обеспечивает на разных участках различную концентрацию материала в зависимости от плотности и крупности зёрен.
В настоящее время в процессе пневматического обогащения регулирование подачи воздуха на рабочую деку осуществляется в ручном режиме, что снижает эффективность получения промышленного продукта и увеличение затрат на электроэнергию. Недостатком вибропневматического сепаратора является также низкий уровень автоматизации.
Большинство технологических параметров, таких как: расход воздуха, нагрузка питателя, частота колебаний короба деки, амплитуда колебаний короба регулируются вручную, при этом не осуществляется контроль фактических, режимных параметров работы установки.
Главная машина установки – вибропневматический сепаратор – подвержен значительному времени простоя (привести значение времени) о причине отсутствия исполнительных механизмов для изменения технологических параметров [3].
На рисунке 1 представлена структурная схема системы управления вибропневматическим сепаратором.
На рисунке 1 приняты следующие условные обозначения: ДНУ – датчик нижнего уровня бункера; ДВУ – датчик верхнего уровня; Д1 – датчик частоты вращения вала привода вентилятора системы пылеулавливания; Д2 – датчик высоты слоя; Д3 – датчик частоты вращения вала привода технологического вентилятора; Д4 – датчик частоты вращения вала привода питателя; Д5 – датчик частоты вращения вала привода вибратора; ИМ1…ИМ5 – исполнительные механизмы; УРПВ – устройство регулирования подачи воздуха.
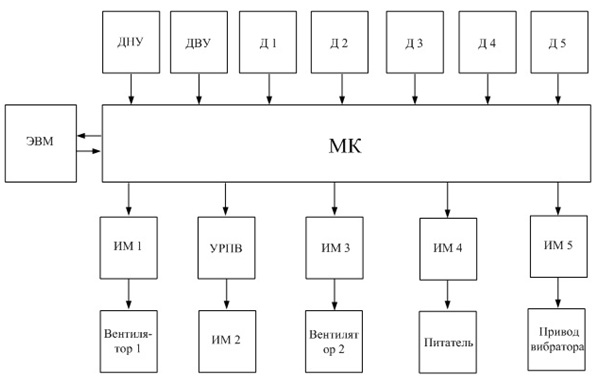
Рисунок 1 – Структурная схема системы автоматизированного управления вибропневматическим сепаратором
Основная задача регулирования вибропневматических сепараторов состоит в выборе такого режима работы, при котором обеспечивается лучшее выделение побочных примесей из угля при минимальных его потерях в отходах. Регулирование сепаратора сводится к установлению оптимальных значений таких параметров как продуктивность питателя, общий расход воздуха при его равномерном распределении по деки сепаратора, частота колебаний короба.
Алгоритм работы системы автоматизированного управления вибропневматическим сепаратором приведен на рисунке 2.
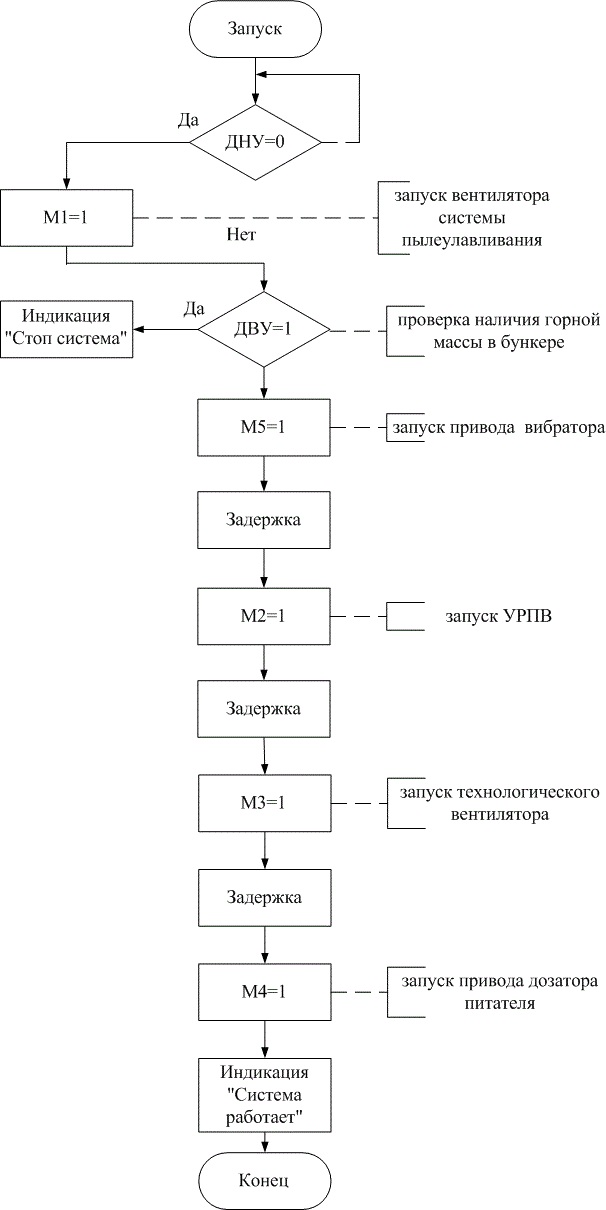
Рисунок 2 – Алгоритм работы системы автоматизированного управления вибропневматическим сепаратором
На начальном этапе проверяется уровень материала в бункере при помощи датчика нижнего уровня (ДНУ). Так как необходимо обеспечить отвод запыленного технологического воздуха, то следующей операцией является включение вентилятора системы пылеулавливания (Вентилятор 1). При достижении горной массы верхнего уровня срабатывает датчик (ДВУ) прекращается работа питателя, горная масса не поступает на сепаратор, срабатывает индикация Стоп система
.
Напряжение на исполнительные механизмы (ИМ) подается в следующей последовательности: привод вибратора (ИМ5); привод пульсаторов (ИМ2); технологический вентилятор (ИМ3); привод дозатора питателя (ИМ4).
После запуска вибропневматического сепаратора система переходит в режим обслуживания запросов от оператора. Индикация работы системы отображается на ЭВМ. Передача информации от микроконтроллера (МК) осуществляется при помощи интерфейса RS-232.
Таким образом, разработанная система автоматизированного управления вибропневматическим сепаратором позволяет сэкономить время запуска и остановки сепаратора, сокращает количество обслуживающего персонала. Использование ЭВМ обеспечивает визуализацию технологического процесса.
1. Б.Д.Бесов Аппаратчик пневматического обогащения углей. Справочное пособие для рабочих. М.: Недра, 1988, 77 с.
2. Справочник по обогащению углей. Под ред. И.С.Благова, А.М.Коткина, Л.С.Зарубина. 2-е изд., перераб. и доп. М.: Недра, 1984, 614 с.
3. Система управления вибропневматическим сепаратором