
Реферат за темою випускної роботи
Зміст
- 1. Cучасний стан розвитку процесів безперервного лиття заготовок
- 2. Методика розрахунку енергосилових параметрів тпм
- 3. Методика розрахунку основних параметрів ТПМ
- 4. Програмний комплекс Abaqus
- 5. Моделювання у програмі Abaqus
- 6. Основні проблеми та недоліки
- Висновки
- Література
1. Cучасний стан розвитку процесів безперервного лиття заготовок
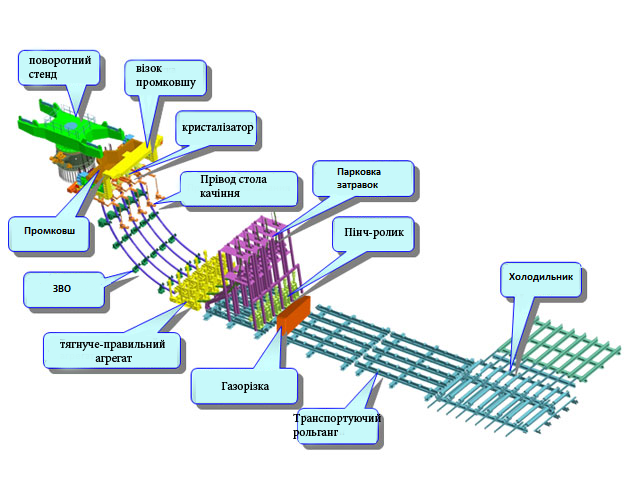
Основний вузел МБЛЗ - тягнуче - правильний механізм потрібний для напряму приманки в кристалізатор при введенні, забезпечення безперервного витягу, правки, що виходить із зони вторинного охолодження заготів ки, управління різкої заготівки на задані довжини. Основною характеристикою цього механізму є правка заготівки. Швидкість витягування заготівки регулюється за допомогою зміни частоти обертання електродвигунів в діапазоні 0-3 м/хв., а введення затравки - із швидкістю 4,5 м/хв. Основними недоліками такої конструкції тягнуче - правильної машини є: велике число гідроциліндрів, що вимагають великого кількість шлангів високого тиску; недостатня уніфікація вузлів проводки; велике перевантаження роликів при виході злитка із заниженою температурою
2. Методика розрахунку енергосилових параметрів тпм
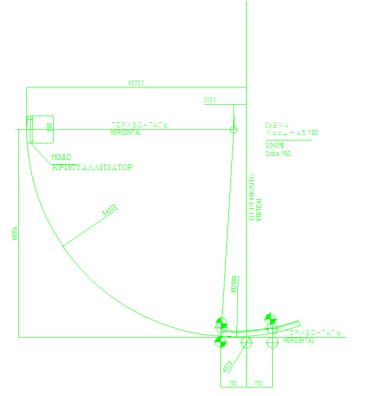
Схема розташування валків кліті і гнучого ролика приведено на рисунку.
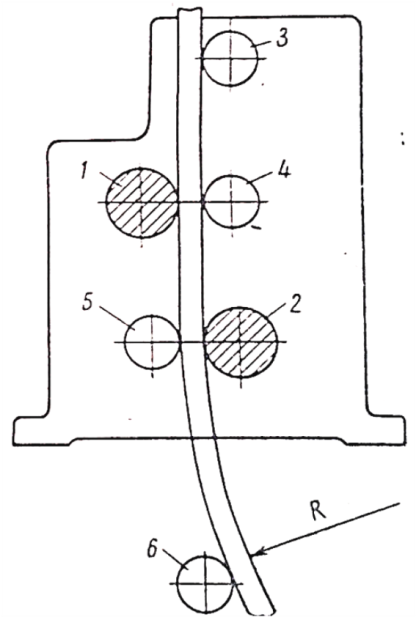
Валки 1 і 2 є приводними, а валки 3, 4 і 5 - холостими. Нижче кліті розташований гибочний ролик 6.

3. Методика розрахунку основних параметрів ТПМ

4. Програмний комплекс Abaqus
Якщо ви потребуєте детального аналізу поведінки складної конструкції або в моделюванні технологічних процесів, то в цьому випадку Ваш найкращий вибір - програмний комплекс Abaqus.
Чому Abaqus?
- Abaqus - це дійсно програма загального призначення. Вона надає широкі можливості як лінійного, так і нелінійного аналізу.
- Abaqus має велику всесвітню базу клієнтів.
- Кілька типів аналізу можуть бути включенів один розрахунок.
- Компанія Abaqus, Inc задовольняє вимогам ISO 9001 і ANSI / ASME NQA-1 із забезпечення якості.
Креслення частини радіальної МБЛЗ з якої взяті параметри для моделювання:
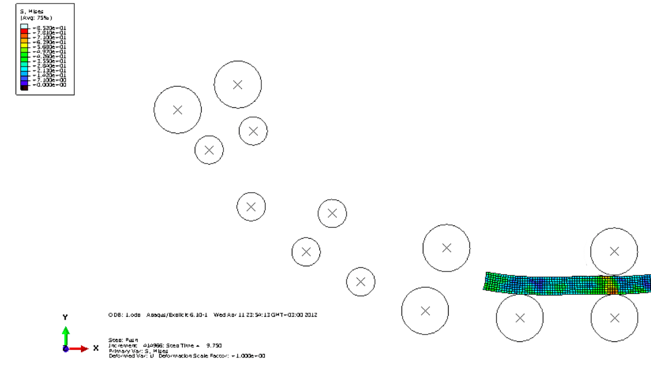
5. Моделювання у програмі Abaqus
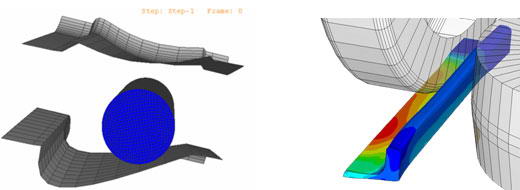
У процесі освоєння програмного комплексу ABAQUS мною було змодельовано процес вигину злитка у зоні вторинного охолодження в загальному виді. На приведеному нижче рисунку сфотографовано робоче вікно програми.
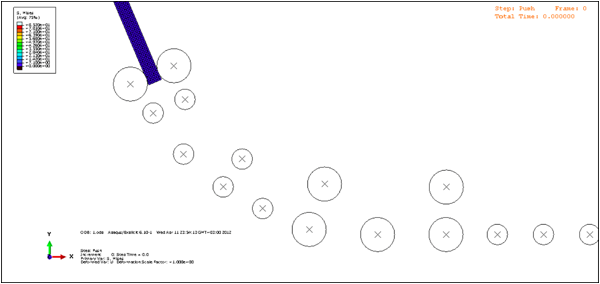
Завдяки Abaqus можна наочно продемонструвати, які і де саме сили діють на заготовку, як розподіляються навантаження по всьому перерізу. Добре продумана анімація дозволяє прослідкувати, як ведуть себе метал і деформуючі інструменти, їх траєкторію та деформацію.
6. Основні проблеми та недоліки
У процесі освоєння програмного комплексу виявилися і деякі проблеми, в основному через достатньо великий час, необхідний для повного освоєння програми( він складає 1,5 -2 роки). До основних недоліків програми можна віднести відсутність російсько- та українськомовного інтерфейсу, що значно ускладнює і без того дуже нелегкий процес моделювання.
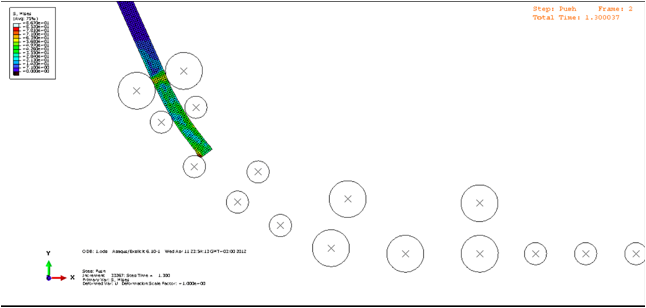
Ще одним великим недоліком, у якому, втім, не можна звинуватити його створювачів, є відсутність учбових посібників на російській мові для освоєння цієї програми, окрім декількох стислих методичних вказівок.Ще недоліком є те що при моделюванні сортової заготівки ми не можемо змоделювати пристрій затравки, щоб процес йшов наважено і без деяких дефектів,наприклад таких як: удар бічної грані о перший валок по ходу МБЛЗ,удар показаний на рисунку вишче.
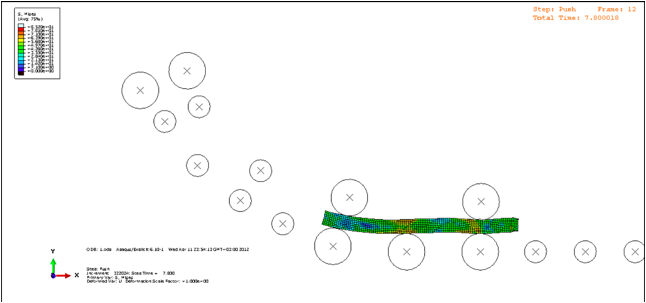
Ще недоліком є те що ми не можемо змоделювати піч - ковш, який випускає рідкий метал через кристалізатор, який ми теж не можемо змоделювати, таким чином у нас замість кристалізатора змодельовані два подаючих ролика.
Висновки
- В результаті проведення аналізу стану розвитку процесів безперервного лиття заготовок було визначено сучасні тенденції у виробництві безперервно литої сортової заготовки, проаналізовано конструкції та склад обладнання сучасних сортових МБЛЗ. Було встановлено, що однією з найбільших переваг безперервного розливання є широка можливість управління і автоматизації процесу.
- Аналіз конструкції та розрахунок основних параметрів сортової МБЛЗ і тягнуче-правильних машин МБЛЗ дозволяє зробити висновок, що необхідне досконале вивчення деформації металу у цих ділянках, адже для безперервнолитого злитку характерно одночасне існування умов кристалізації і деформування, що визначає можливість утворення дефектів, які мають різну природу. Тому необхідно максимально контролювати процеси, що відбуваються у цих ділянках.
- Одержання продукції високої якості залежить від технології виробництва та правильної роботи обладнання. Сучасні комп`ютерні технології дають можливість моделювати реальні процеси, що відбуваються на виробництві, відповідно це дозволяє їх детально вивчати і вдосконалювати. Моделювання та аналіз в деяких областях промисловості дозволяє уникнути дорогих і тривалих циклів розробки типу «проектування - виготовлення - випробування». Все це дозволяє зробити висновок, що без впровадження новітніх технологій у наш час неможливо ефективно розвивати і удосконалювати випускаєму продукцію, бути конкурентоспроможним підприємством як на внутрішньому, так і на зовнішньому ринках.
Література
- Комратов Ю. С. Совершенствование производства проката в условиях НТМК. / Комратов Ю. С, Лехов О. С Екатеринбург: Изд-во "Банк культурной ин-формации". 2002. 384 с.
- Комратов Ю. С. Литейно-прокатный комплекс для производства широкополочных балок. Теория и расчет. / Комратов Ю. С. Екатеринбург: Наука, 2005. 206 с.
- Сивак Б. А. Литейно-прокатные агрегаты / Сивак Б. А., Майоров А. И // Тяжелое машиностроение. 1997. № 5. С. 6—9.
- Сивак Б. А Литейно-прокатные агрегаты для металлургических мини-заводов. Ч. 2. Сортовые литейно-прокатные агрегаты / Сивак Б. А, Рогов И. С.// Черная металлургия. Б юл. ин-та "Черметинформация". 2001. № 3. С. 7-5
- Вердеревский В. А Литейно-прокатный агрегат для производства катанки / Вердеревский В. А, Степанов В. П., Никитин Г. С, Храпченков О. К. // Сталь. 1995. № 2. С. 37-41.
- Никитин Г. С. Ресурсосберегающая технология производства катанки и массовых изделий из высоколегированных сталей / Никитин Г. С. // Произ-водство проката. 1999. № 3. С. 22—25.
- Целиков А И. Современное развитие прокатных станов. / Целиков А И., Зюзин В. И. М.: Металлургия, 1972. 399 с.
- Молочников Н. В. Совмещение непрерывной разливки стали и прокатки трубных заготовок / Молочников Н. В., Целиков А А, Ротенберг А М. и др. // Сталь. 1970. № 5. С 408-412.
- Ганкин В. Б. Совмещение непрерывной разливки стали с прокаткой / Ганкин В. Б., Гуревич Б. Е., Целиков А А, Ротенберг А М. // Черная метал¬лургия. Бюл. ин-та "Черметинформация". 1970. № 11. С. 13—22.
- Альзетта Ф."Мини-завод" Luna для литья и бесконечной прокатки сорта из специальных сталей / Альзетта Ф. Андреатта Д., Тонидаидел М., Рузза В.-Д. // МРТ. 2001. С. 60-72.