
Косілов Олег Вікторович
Фізико-металургійний факультет
Кафедра обробки металів тиском
Спеціальність Обробка металів тиском
Науковий керівник: д.т.н., проф. Смирнов Евген Миколайович
Розробка нового методу оцінки деформування безперервно-литих зливків в рідко-твердому стані на фізичних моделях
Реферат за темою випускної роботи
Зміст
- 1. Актуальність теми
- 2. Мета і задачі дослідження
- 3. Огляд досліджень та розробок
- 4. Опис нового методу
- Висновки
- Перелік посилань
1. Актуальність теми
Відомі методи аналізу процесу деформування металу на стадії неповної кристалізації, засновані на результатах математичного моделювання методом кінцевих елементів, в більшості випадків вимагають перевірки отриманих результатів в умовах реального фізичного експерименту. Так як проведення експериментів на заводах вимагає великих матеріальних затрат, існує необхідність створення способів фізичного моделювання.
2. Мета і задачі дослідження
Метою даного дослідження є розробка нового способу фізичного моделювання для дослідження особливостей формування напружено-деформованого стану в закристалізованій складової безперервнолитого злитка (сляба або блюма) при деформуванні на стадії неповної кристалізації.
Основні завдання:
- Створення фізичних моделей (сляба або блюма);
- Дослідження особливостей формування напружено-деформованого стану.
Об'єкт дослідження:
- Блюм перетином 36х34х150 мм;
- Сляб перетином 15х72х150 мм.
3. Огляд досліджень та розробок
Були розглянуті кілька методів фізичного моделювання. Бринзою В.В. запропонований метод, в якому зразки виготовлялися зі сплаву свинець-сурма. В одному зі зразків серцевина заповнювалася сплавом Вуда, інший залишали порожнім (рис. 1).
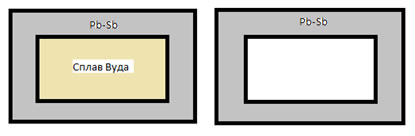
Рисунок 1 - Модельні зразки
Даний метод дозволяє моделювати такі параметри:
- Розширення металу;
- Зміна товщини твердих шарів сляба;
- Зміна кутів сполучення твердих шарів сляба;
- Нерівномірність пластичного плину металу по ширині твердого пріконтактной шару;
- Ознака втрати стійкості сляба при деформуванні.
Інший метод запропонований Смирновим Е.Н. Суть методу полягає у виготовленні фізичних моделей з пластиліну (рис. 2).
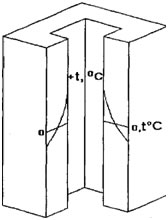
Рисунок 2 - Зразок з пластиліну
При цьому забезпечується повне фізичне подобу процесів на модельному зразку і точність експериментальних даних.
Ще одним методом є метод Бикова П.О., в якому зразок виготовляється зі сплаву свинець-вісмут (рис. 3), осьова пористість моделювалася отвором
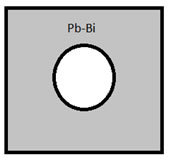
Рисунок 3 - Зразок зі сплаву свинець-вісмут
За допомогою цього методу визначили максимально можливу ступінь сдвигового обтиску і формування кристалізується металу.
Так само відомі такі експериментальні методи оцінки деформування як: координатної сітки, муарових смуг, оптично-чутливих покриттів, мікро-і макроструктурної аналізу, шаруватих моделей. Кожен з методів має свої переваги, недоліки і обмеження. Ці методи не дають об'ємного уявлення про формування напружено-деформівного стану.
4. Опис нового методу
Висунуто гіпотезу про можливість оцінки напружено-деформованого стану щодо зміни конфігурації сферичних зерен. Особливість методу полягає в тому, що перехід вихідної сферичної форми в деформовану еліпсоїдну відбувається за напрямами головних деформацій. В цьому випадку діаметр сфери, в силу рівності обсягів зерна до і після деформування, визначається шляхом безпосереднього вимірювання головних діагоналей еліпсоїда через рівняння:
де![]() - діаметр сфери;
- діаметр сфери;![]() - головні діагоналі еліпсоїда.
- головні діагоналі еліпсоїда.
У цьому разі деформації розраховуються за такими формулами:
- Головні відносні деформації матеріалу в околицях еліпсоїда

де: - довжини осей еліпсоїда;![]() - діаметр сфери;
- діаметр сфери;
- Головні логарифмічні деформації в околицях еліпсоїда
Дослідження нового способу проводяться спільно з магістрами та аспірантами кафедри обробки металів тиском Липецького державного технічного університету.
Для перевірки цієї гіпотези були виготовлені фізичні моделі. Вони були виконані у вигляді замкнутої твердотільної оболонки прямокутної форми.
Оболонка, що імітує закристалізувався частина злитка, являє собою композит з сферичної дробу (свинець) і металу наповнювача (сплав Вуда). Для імітації наявності рідкого металу усередину оболонки закачали желатин. Характеристика зразків представлена в таблиці 1.
Таблиця 1-Характеристика зразка (Липецьк)
Розмiри зразка |
Серцевина |
AF=F0/Fоб |
|||
H,мм |
B,мм |
L,мм |
Стiнка,мм |
||
16 |
72 |
135 |
4 |
Желатин |
0,55 |
Прокатку модельних зразків здійснили на кафедрі ОМТ Липецького державного технічного університету на стані 250. Обтиснення склало 3 мм. Параметри прокатки представлені в таблиці 2. Поперечний перетину зразків після деформування показано на рисунку 4.
Таблиця 2 - Параметри прокатки (Липецьк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
3 |
250 |
0,16 |
19,36 |
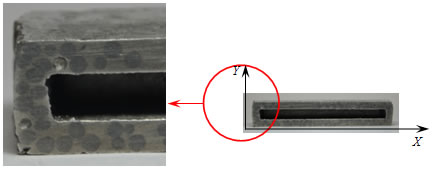
Рисунок 4 - Поперечний перетину зразків після деформування
На кафедрі ОМТ Донецького національного технічного університету були виготовлені зразки з такими ж розмірами, що імітують сляб з рідкою серцевиною. Також виготовили і модель блюма з рідкою серцевиною. Для виготовлення слябової моделі були склеєні форми зі скла (рисунок 5), для блюмової моделі використовували сталеву форму (рисунок 6).
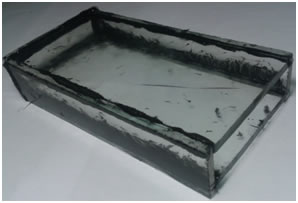
Рисунок 5 - Виливниці для виготовлення слябових зразків
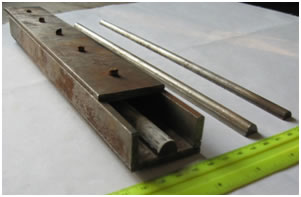
Рисунок 6 - Виливниці для виготовлення блюмової зразків
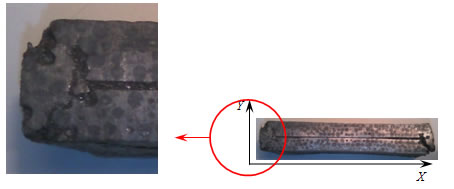
Зовнішній вигляд моделей представлений на малюнку 7.

Рисунок 7 - Зовнішній вигляд моделей
Для імітації рідкої серцевини всередину слябової зразка був закачаний желатин, блюмової - парафін. Характеристики зразків представлені в таблиці 3.
Таблиця 3-Характеристика зразків (Донецьк)
Зразок |
Блюм |
Сляб |
|
Розмiри, мм |
36х34х150 |
16х72х135 |
|
Товщина стiнки, мм |
11 и 17 |
4 |
|
Серцевина |
Парафiн |
Желатин |
|
AF=F0/Fоб |
0,5 |
0,55 |
|
Прокатку модельних зразків здійснили на лабораторному стані 100 і 340. Обтиснення склало 2 мм для блюмової зразка і 2,3 мм для слябової зразка. Після отримання недоката робилися темплети, які в подальшому протруювали. Параметри прокатки зразків представлені в таблицях 4 і 5.
Таблиця 4 - Параметри прокатки Блюма (Донецьк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
2 |
100 |
0,2 |
10 |
Таблиця 5 – Параметри прокату сляба (Донецьк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
3 |
100 |
0,16 |
19,36 |
2 |
100 |
0,2 |
10 |
Зовнішній вигляд темплетов після прокатки показаний на рисунку 8.
а) поперечний переріз слябової зразка
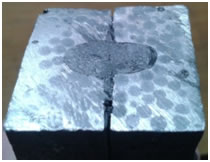
б) поперечний переріз блюмового зразка
Рисунок 8 - Зовнішній вигляд темплетов після деформування
Висновки
Первинні дослідження показали, що при виготовленні блюмової фізичних моделей спостерігаються великі проблеми з рівномірністю розташування куль. У той же час спостерігається їх чітка деформація. При обтисненні слябових фізичних моделей перехід металу в пластичний стан відбувається лише в площині, перпендикулярній бочці, в якій присутній виключно тверда фаза, тобто в скоринці вздовж вузької межі.
Перелік посилань
- Минаев, А.А. Некоторые подходы к комплексной оценке качества непрерывнолитой сортовой заготовки/А.А. Минаев,А.Н. Смирнов,А.Я. Глазков // Металлургическая и горнорудная промышленность.-2002.-№10.-С.62-65.
- Барбаев, В.И. Преимущества нагрева н прокатки слитков с повышенным теплосодержанием/ В.И. Барбаев, М.Ф. Вигущенко, В.В Мантуров, Е.П. Фет //Сталь.- 2000.- №6.- С.42-45.
- Прокатное производство. Учебник для вузов/ Полухин П.И., Федосов И.М., Королев А.А., Матвеев Ю.М. - М.: Металлургия, 1982.- 675с.
- Смирнов, Е. Н. «Развитие научных основ повышения качества готового сортового проката из непрерывнолитой стали и совершенствование технологи производства»: автореферат диссертации на соискание научной степени д. т. н./Смирнов Евгений Николаевич.- Донецк, 2009.- 24с.
- Мазур, И.П. Постановка задачи упругопластического деформирования непрерывного слитка с жидкой сердцевиной / И.П. Мазур, В.В. Барышев, М.О. Седых // Известия вузов. Черная металлургия.- 2003. – № 1. – С. 29-32.
- Бойко, В. С. Производство проката из слитков с жидкой сердцевиной / В. С. Бойко, Э. Н. Шебаниц, В. Е. Зеленский и др. // Сталь.- 2001. – №7. – С. 43-45.
- Тарасевич, Ю.Ф. Литейно-прокатные агрегаты воздействуют на структуру производства и рынок тонколистовой стали / Ю.Ф. Тарасевич, С.П. Ефименко, В.С. Юсупов // Производства проката.- 2000. – № 5. – С. 33-42.
- Шаталов, Р.Л. Совмещенные процессы литья и деформации металлов/ Р.Л. Шаталов, Н.Ш. Босхамджиев, В.А. Николаев.– М.: Изд-во МГОУ, 2009. – 212 с.
- Смирнов, Е. Н. О новом подходе к экспериментальному исследованию процесса "мягкого" обжатия блюмов на физических моделях / Е. Н. Смирнов, В. А. Скляр, А. А. Слугин // Ресурсозберігаючі технології виробництва та обробки тиском матеріалів у машинобудуванні: зб. наук. праць - Луганськ: Вид-во СНУ ім. В. Даля, 2005. - С. 42-48.
- Mynayev, A. Determination technological capabilities of new processes in deformation of continuously cast blooms at the end of solidification / A. Mynayev, Y. Smirnov, V. Sklyar, A. Zhoga // Х Miedzynarodova konferencja naukowa «Nove technologie i osiagniecia w metalurgii i inzynierii materialowej», 17- 18 May 2010, Poland, – Czestochowa: Politechnika Czestochowska, 2010. – Nr. 2. – P.62-70.с
- Chyeiwa, V. Experimental method of stress simulation of rolling and continuously cast slab by plastiline / V. Chyeiwa, V. Hatamura // Tetsu-to-Hagane, 1980. - 1103. - t.21. - Р. 502-511.
- Данченко, В.Н. ,. Миленин А.А, Кузьменко В.И. ,. Гринкевич В.А. Компьютерное моделирование процессов обработки металлов давлением. Численные методы / В.Н. Данченко, А.А. Миленин, В.И. Кузьменко, В.А. Гринкевич. – Днепропетровск: «Системные технологии», 2005. – 448 с.].
- Быков, П. О. Исследование формирования однородности непрерывнолитого слитка с целью улучшения качества прокатной продукции: автореф.дис. на соискание ученой степени кандидата технических наук: 05.16.02: зищита 27.10.2010/ Быков Петр Олегович. - Республика Казахстан, Караганда, 2010. – 21с.
- Смирнов, Е. Н. О новом подходе к экспериментальному исследованию процесса "мягкого" обжатия блюмов на физических моделях / Е. Н. Смирнов, В. А. Скляр, А. А. Слугин // Ресурсозберігаючі технології¬ виробництва та обробки тиском матеріалів у машинобудуванні: зб. наук. праць - Луганськ: Вид-во СНУ ім. В. Даля, 2005. - С. 42-48.
- Смирнов, В.К. Деформация и усилия в калибрах простой формы/ В.К. Смирнов, В.А. Шилов, К.И. Литвинов. - М. Металлургия,1982.- 144с.
- Бринза В.В. Определение эффективных условий деформирования непрерывнолитых слябов с жидкой сердцевиной / Вячеслав Владимирович Бринза // Металлургическая и горнорудная промышленность. - 2002. - № 10. - С. 68-70.