Зайцев К.Н.
Науч. руководитель к.т.н. Шушура А.Н.
Государственный университет информатики и искусственного интеллекта
Система гидросбива окалины для стана горячей прокатки листов
Источник: Современная информационная Украина: информатика, экономика, философия / Материалы V международной научно-практической конференции студентов, аспирантов и молодих ученых. —Донецк, ГУИИИ — 2011.
В современных экономических условиях возросшей конкуренции на рынке металлопродукции решающим фактором является качество проката. Одним из направлений, обеспечивающих выпуск качественной прокатной продукции, является эффективное удаление окалины с поверхности заготовок и готового проката при прокатке.
Удаление окалины после термической обработки и других типов нагрева с поверхности стали производится механическим способом или травлением.
Чаще всего окалину удаляют травлением в смеси кислот или щелочей, однако этот процесс является материалоемким, энергоемким и, соответственно, дорого-стоящим. К тому же, для сталей с высокой твердостью следует избегать травления.
Альтернативой травлению выступают механические способы удаления окалины.
Одним из них является гидросбив – удаление окали-ны струей воды под давлением. На данный момент гидро-сбив активно используется на предприятиях черной и цветной металлургии. Однако, как показала длительная эксплуатация этих систем, они не обеспечивают создание необходимого скоростного напора струи воды, способного эффективно очищать листы от окалины. К тому же большой расход воды делает их затратными.
Целью данной работы является снижение себестоимости продукции за счет минимизации расхода воды и электроэнергии на основе решения задачи автоматизации процесса гидрсбива.
Поставленная цель достигается решением следующих задач:
1) анализ процесса гидромеханического удаления окалины;
2) разработка модели и алгоритмов автоматизи-рованного гидравлического удаления окалины;
3) реализация данной модели с помощью программного обеспечения Step 7 и среды WinCC компании Siemens.
Окалина на поверхности стали зарождается в виде ядер оксидов. Эти ядра образуют вязкую пленку, плотно сцепленную с металлом и не имеющую пор [1].
На формирование окалины влияют такие факторы, как химический состав стали, продолжительность и тем-пературный режим нагрева и горячей прокатки, окружаю-щая атмосфера и состояние поверхности металла перед нагревом. Окалина образуется в результате декомпозиции окислов железа в вюстит (FeO) и гематит (Fe2O3).
Для удаления окалины поверхность прокатываемого металла подвергается ударному воздействию мощных струй воды, направленных на нее соответствующим образом. При этом действуют различные физические механизмы удаления окалины, некоторые из них проявляются одновременно. На рис. 1 показаны механизмы растрескивания и взламывания слоя окалины под действием кинетической энергии водных струй.
Рис. 1 - Гидромеханическое удаление окалины
(Анимация; количество кадров - 4, задержка между кадрами - 0,5 сек, количество циклов повторения - 6, обьем - 105 кб)
Над созданием более эффективных и менее энерго-емких систем гидросбива окалины работают многие зарубежные фирмы, однако на сегодняшний день не существует методики расчета гидросбива, позволяющей однозначно выбрать его оптимальные гидромеханические параметры. Многое в этой области находится на уровне допущений и гипотез и требует дополнительных исследо-ваний.
В качестве объекта автоматизации была выбрана система гидросбива, разработан-ная Киевским институтом автоматики совместно с НПП «ИНДРИС».
Система включает пять трехплунжерных насосов, параллельно подключенных к коллектору напорной коммуникации, гибкого резинового шланга, двух параллельно подключенных траверс с пятью подвижными головками и байпаса, переключающего режимы работы системы (рис. 2).
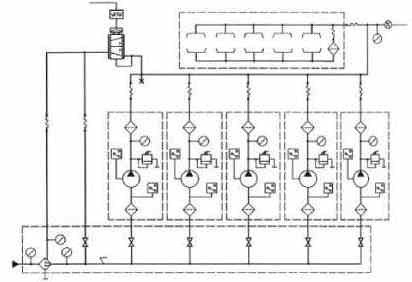
Рис. 2 - Система гидросбива окалины
Во время рабочего хода, когда сляб находится в зоне сбива окалины, весь поток воды направлен на головки. Включение параллельно четырех насосов позволяет эффективно сбивать окалину со сляба при давлении в сис-теме до 60 мПа [2].
Минимизацию расходов электроэнергии возможно осуществить за счет управления давлением в насосах системы.
На основании данных о положении сляба и составе окалины расчитывется давление воды в насосах. На основании данных с установленного на выходе из печи датчика положения сляба и скорости рольганга рассчитывается время появления сляба в зоне сбива окалины. Когда сляб находится вне зоны гидросбива, давление воды в системе падает и насосы работают в холостом режиме. В результате происходит экономия воды и электроэнергии.
Таким образом, разрабатываемая технология позволит существенно снизить расход воды и электроэнергии, что даст возможность уменьшить себестоимость продукции.
Литература
1. Filatov, D.: Zunder beim Warmwalzen von Stahl: Bildung, Verhalten im Walzspalt und Beizbarkeit. Umformtechnisce Schriften, Band 131. Shaker Verlag, Aachen 2006.
2. Беляев Ю.Б, Грабовский Г.Г., Корбут В.Б., Ушаков А.В. Пути усовершенствования гидравлической части системы автоматизированной очистки слябов от окалины. Труди КНТУ, 2004. - №15.